Book- theory-on-practice
11. Aligning People with Managing Production Flow (Ryoma Shiratsuchi)

Ryoma Shiratsuchi
Ryoma Shiratsuchi is the Co-President of Juntos Consulting Inc. and a Founding Member of TOCPA – TOC Practitioners Alliance. Ryoma has over 10 years of TOC experience as practitioner, trainer and consultant. He has worked with >15 companies implementing MTO, MTA and CCPM, and has taught Operations Management and Project Management at Education & Research Center of Manufacturing, Kyushu University.
Abstract
In this article I want to share my experience with a SDBR (Simplified Drum-Buffer-Rope) implementation in a small manufacturer of quartz glass products in Japan. The company produces oxyhydrogen (a mixture of hydrogen and oxygen gases), hyburners, quartz heaters, optical fiber components and chemical tanks. One of the biggest challenges in the implementation was to establish the systematic mechanism that would allow parts of the system help each other to be aligned with the global objective – ever improving production flow, while ensuring respect for individual initiative.
SDBR is the TOC solution for the Make-to-Order (MTO) production environment. It has a simple mechanism to prevent over-production. This mechanism called “Rope”, is enabled by not allowing too early release of Work Orders (WOs). This reduces the amount of open WOs on the shop floor, and encourages production managers to focus on what they should do at that point in time. Many case studies show SDBR implementations bring immediate and significant improvement to the companies by increasing both reliability and responsiveness of the production system.
Every TOC logistical solution has its own execution control mechanism – the Buffer Management (BM). TOC looks for simple and practical solutions to problems. BM represents the uniqueness of TOC in terms of simplicity and practicality. BM has several features in it, such as clear priority, early warning and feedback mechanism. These features are used not only for daily management but also for process improvement. SDBR combined with BM provides a clear priority system based on TIME. Priority to WOs is given through BM, and determined by a three color priority system – Red, Yellow and Green. TOC suggests that production managers should monitor and manage Red WOs so that they can take early corrective actions when needed, while workers are expected to work on the jobs according to the status of the WO’s color: yellow has preference over green. The strength of BM is that it provides a bridge between global objectives and local activities. It creates a foundation to connect the organization, the function and individuals with harmony.
Background of the company
ASAHI SEMICON is a small (approximately 40 employees) manufacturer of quartz glass products for use in laboratories. The company, founded in 1986, is one of the group companies (ASAHI Group) who, together, have approximately 500 employees. ASAHI Seisakusho, one of the group companies, who produces specialized glassware and processing equipment, and is managed by the same CEO as ASAHI SEMICON, had been suffering from a significant amount of overtime work. Due to this heavy workload, the production managers did not have time or capacity to invest their managerial efforts for the future of the company. We suggested implementing a MTO solution into ASAHI Seisakusho’s plant as their first TOC implementation project, and received the assignment . We started the SDBR implementation at ASAHI Seisakusho in April 2010. The result was 86% reduction in overtime coupled with improving Due Date Performance (DDP). After the result was confirmed, the CEO decided to implement SDBR into ASAHI SEMICON as well, and again asked for our help.
The production of ASAHI SEMICON is in an almost pure MTO environment. The type of the manufacturing flow is basically an “I” plant. The production processes include cutting, manual fire processing, kilning, and testing.
The assignment was for four months of consulting work, from January to April 2011, with a once-a-week meeting with two managers of the core team, the Production Director and the Finance Manager who worked with us since the SDBR implementation at ASAHI Seisakusho.
Buy-in
Before starting the implementation at ASAHI SEMICON, in order to design the solution and transfer relevant knowledge to key people, I conducted a two-day Knowledge Development Workshop in December 2010 for six people, including the Production Director and supervisors. I started with an introduction of TOC Basics, and went on to present the problem analysis for the MTO environment by following the structure of the U-shape [1] – the comprehensive thinking model to provide the platform for capturing knowledge and developing solutions. I showed the group the list of typical Un-Desirable Effects (UDEs) of a production company, and asked which UDE they had in reality. The following ones and their implications in their environment were acknowledged:
- Often resources are not available when needed;
- Raw materials are not always available when needed;
- Too much expediting;
- Too much overtime;
- Too often there is a need for an urgent delivery.
It became apparent that “Too much overtime” was the biggest issue for the company. In fact, so much work was assigned to several people with a particular skill, that it caused an imbalanced load within the production department and created an atmosphere of mistrust among the production people.
I presented a brief analysis of the identified UDEs by developing UDE Clouds and introduced the standard core problem (Generic Cloud) of the MTO environment. After some discussion and modifications of the Cloud wording, all participants agreed that this was definitely their core problem. We could move on to the next step – the introduction of SDBR as the MTO solution. Prior to explaining the solution, I used the Job Shop Game [2] for them to capture the “Rope” concept. Every participant had been impressed by the results achieved only by choking the release. Nevertheless, they raised their reservations to its application in their reality. The reservations were expressed as questions, obstacles and potential negative side effects, NBRs (Negative Branch Reservation). It was a good indicator that the participants started to examine the adequacy of SDBR as the solution for them. We recorded all the reservations on a whiteboard, and closed the session of the first day.
The next day began by me presenting a brief overview of the SDBR solution, moving on to the Knowledge Development session with Current Reality Study (CRS) per each element of the solution – an Injection, in the TOC terminology. I introduced the first three of the 8 standard MTO Injections [1]:
Injection 1: Mindset; Delivery performances (DDP and lead time) are established as the prime measurements for the production area.
Injection 2: Production Buffer (PB) is set to be challenging but achievable, with Production Work Orders (WO) released accordingly.
Injection 3: Open Work Orders (WO) are prioritized according to the buffer status of their corresponding Customer Order – through the use of Buffer Management (BM) Buffer Management for recovery actions is in place
A few days after the workshop, I had a meeting with the Production Director. He said to me, “Many thanks for your workshop. Every participant agreed upon the problem, and got interested in the suggested solution – TOC and SDBR. However, for now, I am not sure whether the expected result that TOC can bring us is big enough for us to justify our effort over several months.” I smiled and said, “That’s why I came here today. I would like to help you to have a clear picture of why TOC is needed in your own environment. What are the point that you are unclear about?” He took a moment to think and answered, “I understood that our production flow can be improved by using TOC. However, I have an impression that TOC will bring only limited benefits to our environment. Our current DDP is already very high – over 95%. Unfortunately I do not have enough knowledge to explain to our people why improving flow is so important for us.”
It was clear that we had to make a bridge between improving flow and the tangible benefits that they would gain. So I and asked him, “What is your #1 headache?” He replied immediately, “Overtime” “Anything else?” “Customers changing the due dates. Often there is a need to push the Due Date forward to satisfy the customer’s changed requirement.” “Can you get some premium margin for urgent delivery in this case?” “It depends on the situation; sometimes we can. By the way, talking about customer’s requests, my strongest headache is delay in the materials supplied by the customer. We promise the customer on the Due Date which is 5 days from the agreed date when we are supposed to receive the materials from the customer. However, too often those supplied materials are not available on the promised arrival date. In spite of that the customer compels us to deliver the products on the originally promised Due Date.”
In effect, the Production Director was speaking about business pressures and needs that required improvements in operations. I explained that delivery performance includes two aspects, Reliability and Responsiveness. Reliability is the ability to meet one’s promise, measured by On Time Delivery performance against the originally committed Due Dates. Responsiveness is the ability to respond adequately to the customer’s demand, including advantage in Quoted Lead Time (QLT) and Flexibility to the changing needs of the market. They had achieved Reliability through their strenuous effort, and this was good. However, in the meantime, the current way of managing did not have any features for preventing and/or reducing disruptions on the shop floor, such as re-planning of the production schedule due to changing due dates and/or a lack of availability of the supplied materials. This endangered their responsiveness and the employee’s quality of life (significant overtime).
I suggested that he should think about SDBR as a mechanism for reducing disruptions in the flow, and estimate the possible impact not only from the worker’s side but also from management attention’s point of view. During the Knowledge Development session, I estimated their current average production lead time to be over 20 days, based on the calculation of the current WIP level. Therefore, I asked, “Currently, you have average WIP of over 20 days in production. If we use the Production Buffer, say, 12 days, how will it impact the shop floor?” He considered it for a while and said, “The expected impact is definitely big. The supervisors currently have to do a lot of things for too many open WOs. If we implement Material Release Control, the situation on the shop floor must change dramatically. Mmm…”
We constructed a logical relationship between improving flow and the benefits the plant would get, and reached the following conclusion by the Production Director: “Actually, there is enough value for ASAHI SEMICON to implement SDBR to improve flow. SDBR provides a simple and practical mechanism for reducing disruptions on the shop floor through limiting open WOs and establishes a common priority system and focused exception management. It will provide TIME to the production managers. That would definitely make our production better!” We achieved an adequate consensus.
Aligning Operational Measurements with Business Needs
I started the consulting assignment on the second week of January 2011. Through the conversation with the Production Director in the previous month, I had found the connection between their business needs and operational improvements, and summarized as follows:
Business Needs:
- Improve the possibility to respond with short LT
- Improve the possibility to respond to change of delivery conditions
- Improve the work-life balance of the employees
Operational Improvement Target:
- Primary target: Achieved perfect DDP coupled with increased flexibility
- For management – DDP and T$D
- For Gemba (shop floor workers) – DDP, except for delayed orders due to the late arrival of supplied materials from the customer
- Target to be measured by tracking the # of completed COs per month
- Secondary target: Reduced production lead time and controlled operating expenses
- Record statistics of the actual production lead time
- Overtime hours
“Gemba” has a special meaning in Japan. It originally means a work area. But, when we use this term in a managerial perspective, it means people on the shop floor. Especially in a small company, it is a common situation that shop floor workers have an informal but strong power of influence on managing production, as some of them are skilled craftsmen and have been working for many years.
As DDP is the prime measurement in MTO environment, all the production people, not only managers but also shop floor workers, should be aligned with this measurement. However, we have to keep in mind that measurements should be consistent with the area of responsibility. As said above, Gemba has strong influence on daily management. If the management introduce a measurement of the production performance by measuring the failures that shop floor people have no control over, such a measurement will not be accepted by people. In the case of material delay, shop floor workers have neither responsibility, nor authority to control the availability of materials, as the materials are supplied by customers. Therefore, we decided to have two types of DDP report– DDP reports for managers and for Gemba. In DDP reports for shop floor workers, the delayed orders due to the late arrival of supplied materials by customers are not counted as delay.
The management team agreed that we set the above measurements as an implementation target. I showed the detailed implementation plan to them, and got an agreement to the timeline of the implementation.
Establishing the right mindset – MTO Injection 1
On the afternoon of the same day, we moved on to the first task of the implementation plan. This was to implement the mechanics/procedures for recording the performances of DDP and lead time according to MTO Injection 1. I checked the relationship between customer order (CO) and production work orders (WOs) in their environment, and found that the CO was for one type of product, and the product was produced within one WO. With that we could integrate the CO File and WO File into one Excel file, named “Buffer Management (BM) File.” We determined the structure of the file, and the procedure for collecting the relevant data. Most of the data elements, such as CO ID, date of entry, and Product Description could be introduced automatically from the database of customer orders by using the company IT system. However, a few data elements, such as Production Buffer and actual completion date of WO, needed to be introduced manually. This file was used for producing the release schedule and updating the color status for each WO.
At the same time, we needed to define clearly “when the CO is completed”. So far, production people felt that they finished their job as long as they handed over the products to testing. I asked the core team, “What is the responsibility of your production?” The Production Director said, “To deliver QUALITY products on time.” I kept on asking, “Does the current criteria of the completion of CO really ensure consistency with your responsibility? “No. We should change it”, he answered with a smile.
Implementing Release Control – MTO Injection 2
According to the product line, the production department has three mini-groups: Standard, Burner and Special Group. To begin with, we chose Special Group for the experiment of Release Control according to MTO Injection 2. The mechanics of Release Control are similar to the basic material release by any MRP system. The planned release date is calculated by deducting the Production Buffer (PB) from the Due Date of Customer Order (CO). Production uses printed Work Order (WO) documentations. However, in the plant, production scheduling was done manually. As there was no MRP/ERP system in the company, we needed to come up with a practical idea of how to do that systematically without software support. For that, we had to prepare two things: (1) setting the initial size of PB based on estimation and (2) developing the technical procedure for the new way of releasing WOs to the shop floor.
The PB is the prescribed elapse time that is given for each CO. The PB is divided into three equal parts (zones). The first part is colored by Green, the second by yellow, and the last third by Red. The size of the Red zone should ensure the minimum production time, the back-to-back touch time without queue or wait times. The PB is three times as long as the Red zone. Therefore, in order to get the initial size of PB, it is better to have an indication of the Red zone through estimating the touch time.
In Special Group, the products were classified into five product families. The touch time per product family was estimated based on the typical batch size. Per product family, I simply multiplied the touch time by three, and asked the core team. “Is this number really challenging?” If I got the answer of yes, then I asked again, “Is it really achievable?” Based on these questions, we made some practical adjustments to the size of PB, and got good enough numbers, the initial PBs of 8-14 days per product family. Compared to the actual production lead time of over 20 days calculated based on the WIP level, agreeing on the PB of between 8 to 14 days presented a significant reduction in lead time. However, before developing a new procedure for the trial of releasing WOs, I felt it would be practical to present and explain the planned implementation process as presented in Figure 1 [3]:
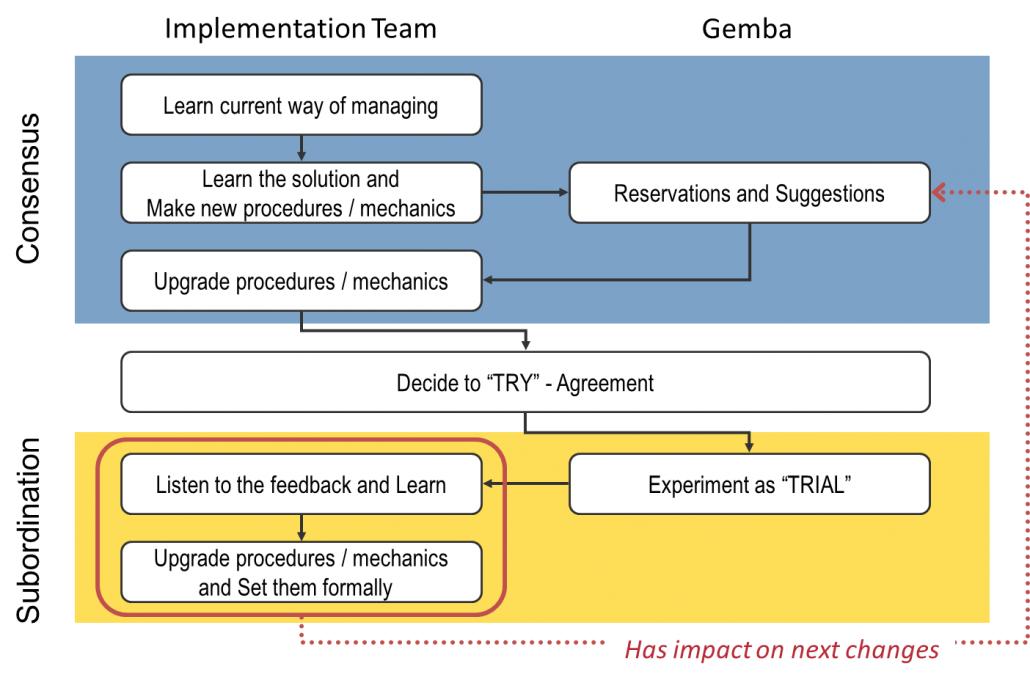
Figure 1: The process of implementing change
Why ‘Trial”? People may not have their intuition about the new environment. Or, even though someone sees negative side effects of implementing the new mechanics/procedure, they may think it is better to say nothing, if logical concerns cannot be verbalized. The “Trial” secures the voice of production people. It also contributes to lowering the hurdle to challenge something new.
Next day, the Production Director explained the new procedure to the leader of Special Group, and got an agreement to try it. From the third week of January, we started the trial of Release Control. The following week we had a meeting and collected the feedback of the experiment from the production people, in order to upgrade the procedure. Through the feedback, we realized that the process for checking availability of raw materials should be included in the Release Control procedure, as per MTO Injection 5.
Based on the experiment of the new procedure and through upgrading it, we made a roll-out plan to expand Release Control to the other two groups. One more thing to be realized, that we had to consider before the roll-out, was for handling Make-to-Stock (MTS) orders. In fact, these groups do have a few WOs issued based on a forecast, less than 10% of the total WOs. After the discussion, we decided to treat these WOs in the same manner as MTO for a while – using a time buffer method.
As a result of having experience of Release Control and the upgraded fully thought out procedure, there was no confusion during the roll-out. Over the next 2-3 weeks, the total amount of open WOs was significantly reduced.
Implementing Four Colors Priority System – MTO Injection 3
The first week of February, we moved on to the next step – implementing a color priority system according to MTO Injection 3. Until then, the scope of change was limited to the area of Production Director and a few supervisors, as we had been only dealing with Release Control. Now, we started to expand the implementation to the level of the shop floor people. The desired behavior had been defined by the clear guideline to assign the WOs to the resources according to the color status of their corresponding CO. The job priority was defined as: first Black, then Red, then Yellow, and Green.
We discussed the mechanism for physically attaching the color code to the WOs, and decided to use a colored clip on the WO documentation and a display board for each group. The WO documentations with a colored clip were put on the display board so that everyone could see which WO was currently being processed by whom, and its upcoming color status.
Figure 2: A yellow WO – the WO documentation is marked with a colored clip
We also developed a procedure for daily updating the “BM File”, and appointed the supervisors as people in charge of changing the clips showing the color status on the WO documentations. At the same time, we finalized the procedure for assigning jobs based on color status. If shop floor people had several WOs having the same color, the second guideline was “earlier Due Date first”. The procedure also included instructions for dealing with non-adherence to the color priority.
The following week, the Production Director had a special meeting, and communicated the priority system to all the workers. Immediately after the meeting, the color clips were put on all the open WO documentations. As of the next day, the color system started without any major confusion, and was immediately established.
Implementing Daily Exception Management by tracking Red orders – MTO Injection 4
From the second week of February, we started setting Buffer Management (BM) meetings in order to establish the mechanism of Daily Exception Management. Even though the people had been getting accustomed to the TOC way, this was a real challenge for us. The core essence of BM meetings versus conventional daily meetings is to judge and manage the recovery actions systematically in line with the global objective, rather than improvising corrective actions that used to be perceived to be the right actions to take but without a clear connection to the global objective.
For the sake of reinforcing the importance of daily BM meetings, I conducted the Knowledge Development session again with the core team – to investigate the current reality. Generally speaking, the greater the craftsman spirit in the workplace, the more likely workers prefer to deal with problems themselves. Through the session we. used the “Cause and Effect” approach, and revealed the same symptom in their environment: the escalation to the management was often delayed. As a result, every time the Production Director recognized the problem, it was already a crisis.,Too much of his time was consumed by resolving such crises.
We had to solve two issues related to the above symptom. One was how to get distortion-free information about the work progress from the workers. The workers might conceal the real situation and give distorted information to the management, if they thought that giving negative progress reports was bad for them. The other was how to prompt recovery actions systematically while ensuring workers’ motivation.
Getting distortion-free information about the work progress
In order to develop the mechanism for recording reasons for Black and Red WOs, we had to overcome the first issue. We analyzed why the workers might have an impression that giving negative progress reports was bad for them. The root cause of having this impression was the perception about their role and responsibility. They believed they fulfilled the responsibility of their job only when they completed the order with their own hands”.
Therefore, we decided to set the following new conditions and behaviors:
- Reporting is a part of their important job. While good reporting makes good recovery actions, poor reporting makes poor recovery actions.
- The simple and clear mechanics/procedure for reporting are in place.
- The impact/result from the taken recovery action should be monitored on a daily basis and shared within the department.
After that, in the daily meetings the working file of Black/Red WOs was updated properly and Red WOs in a high-risk of delay were identified and tracked. It allowed the production management to capture the relevant information in a timely way. Also, production members began to help each other according to the color status.
That was a good change. However, the Production Director was not completely satisfied with it. Why? Because it was only within a group, not across groups. As a matter of fact, there was still an imbalance of the load level from the whole department point of view. While one group constantly had many Red WOs, other groups had excess capacity. The process for balancing flow among the groups needed to be installed. There was a hidden but large opportunity for ever-improving flow.
Prompting recovery actions systematically while ensuring workers’ motivation
To address the second issue – how to systematically prompt recovery actions while ensuring workers’ motivation – we did a further investigation. We needed to find the answer to “What situation made the workers eager to help others?” During the shop floor visit, I found three Red WOs on the display-board. The progress track for them was recorded on the board. “These are problematic orders. It’s like a public flogging” the Production Director told me.
“Then people will feel uncomfortable helping these orders” I said. “Hmm. Well, it seems that we found the answer…”
We organized our findings and developed the following lessons:
- People want to help each other. However, the current system may have some blockages for people to behave in a forthright manner. Therefore, we should first remove such reasons for people not to wanting to help others. Thereafter, we can create the reasons to wanting to help.
- For the former, we should change the definition of the orders that are raised in BM meetings; from “problematic orders” to just “monitored orders”.
- For the latter, we should record “Who helps” and “How much will be recovered by the help” to strongly encourage the contribution of the people.
Results
We achieved the following operational results within four months:
- DDP improvement coupled with increase in the number of completed COs (See Figure 3)
- Production Lead Time reduced from 21.1 days to 6.4 days (See Figure 4)
- Overtime reduced by 37%
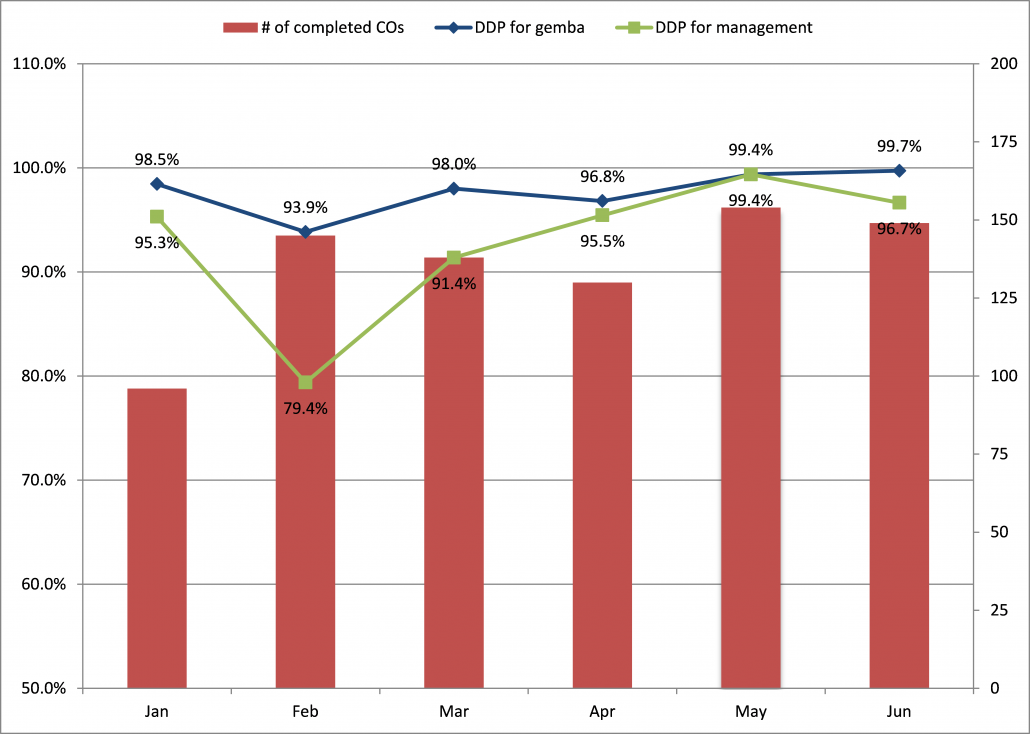
Figure 3: DDP and the number of completed COs
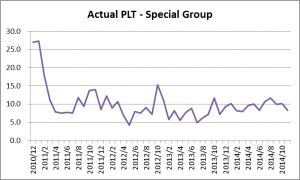
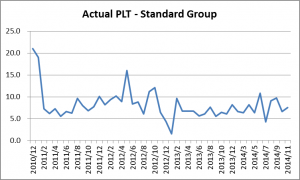
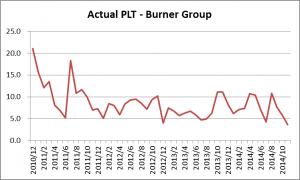
Figure 4: The statistics of the actual Production Lead Time (PLT) per Group
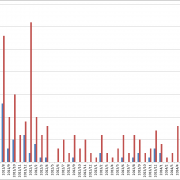
The new system with SDBR provided continuous stability and robustness to the production flow. Figure 5 shows number of delayed orders per month. The blue bar chart represents delayed orders excluding delays due to late arrivals of supplied materials from customers. Red bar chart represents delayed orders regardless of the cause of delay.
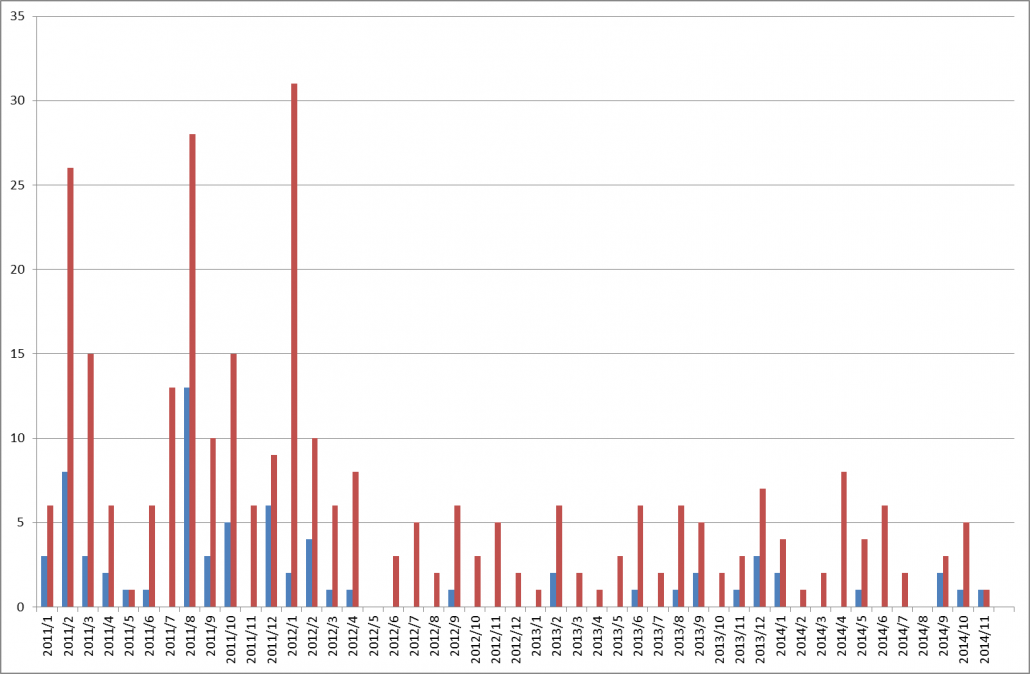
Figure 5: The number of delayed orders
Conclusion and lessons learned
SDBR provided an immediate improvement in Reliability and Responsiveness to the company. Through the implementation, the process of developing and upgrading the mechanics/procedures made people’s roles and responsibilities much clearer. As a result, people focused on their own contribution for managing and improving flow.
Installing the color priority system is nothing more than starting synchronization. To ensure better synchronization, removing the blocking factors against balancing flow is required. This is a real challenge.
References
- Oded Cohen, Ever Improve: A Guide to Managing Production the TOC Way, TOC Strategic Solutions, 2010
- Goldratt Schools, Project Management the TOC Way, Chinese Goldratt Alliance, 2009
- Goldratt Schools, TOC for Production Management, TOC Strategic Solutions, 2010
All materials available on the TOCPA site are the intellectual property of their authors and cannot be reproduced in any other media and used for any purposes without the prior permission in writing of the authors.
Comments to the article are below the Table of Contents

11. Aligning People with Managing Production Flow (Ryoma Shiratsuchi)

10. Article on Viable Vision (Gerald Kendall)

9. Using Agile Techniques in Critical Chain Project Management (John Muncaster)

8. Building Consensus with Stakeholders (Keita Asaine)

7. Applying manufacturing flow theory to construction management (Stratton, Koskela, AlSehaimi and Koskenvesa)

6. TOC in Remanufacturing or Chasing Muda (John Darlington)
5. Project management in a hospital: From chaos to success (Hans Steenpoorte and Michel Stijlen)
4. Whatever We Do or Say Is for a Purpose: The Role of Communications in Change Management. Part 2 (Jelena Fedurko)
3. Whatever We Do or Say Is for a Purpose: The Role of Communications in Change Management. Part 1 (Jelena Fedurko)
2. Together: TOC and Lean (Oded Cohen)
1. Failures in the High Street (Martin Powell)
10. Article on Viable Vision (Gerald Kendall)
 Gerald Kendall, TOC International, US
Gerald Kendall, TOC International, US
Gerald Kendall has five published books on TOC reflecting his successes in Project Management, Health Care, Viable Vision and Thinking Processes. He has implemented all elements of TOC with his worldwide clients over the past 22 years.
© Copyright Gerald I. Kendall 2006, 2016 All Rights Reserved
Introduction
“When I do an analysis of a company, I am satisfied only when I clearly see how it is possible to bring the company to have, in less than four years, net profit equal to its current total sales.”
This very ambitious goal, verbalized by Dr. Eli Goldratt [1], is so outside the norm of most company achievements, that many excellent managers laugh when they hear this quote. Sadly, many managers believe that anything even close to this level of improvement is impossible to achieve, especially in a large company.
Yet, in the majority of the hundreds of companies examined over the past three years, this belief was proven wrong—to the extent that many of these companies are now implementing their identified Viable Vision! They are succeeding in the pre-identified steps to turn their top line to bottom line within 4 years.
How is it even possible, let alone likely, that your company can achieve such rapid profit growth? The answer is in two facts:
- Most companies today compete on factors that do NOT provide a decisive competitive edge.
- Most companies today do not have the capabilities to create and sustain a decisive competitive edge.
For example, there are many companies whose salespeople focus on product content (features, quality, customization). Or, within many distributors of commodity products, we find most salespeople focus on aspects such as price, quantity discounts, minimum order quantities, geographic coverage. Some high technology providers see their competitive edge coming from a technical breakthrough.
In all of these companies, these tactics are NOT a decisive competitive edge. They may allow the company to exist and even to flourish for a limited time. However, these points typically do not provide a decisive competitive edge – one that will last for years and sustain a super high rate of growth.
In the Viable Vision approach, a decisive competitive edge implies that your company is meeting a client’s significant need to the extent that no important competitor can. The success is measured in year-after-year of high growth and having more prospects than the company can possibly address, even with internal capacity expanding at a high rate.
Here are a few examples – some of these will be discussed in more detail later in this article:
- Reliable Rapid Response (RRR) – In custom manufacturing industries, it is common to find that many companies are extremely unreliable in due date performance. For example, if you are a customer in an industry dominated by unreliable suppliers, who needs a custom product by a certain date, and you will experience significant damage to your business for every day that the product is late, then reliability is one of your significant needs. Even a supplier performing at 80% on time means that you cannot predict when you will get your product. Any promise that supplier makes is useless because it is unpredictable – 20% of the time, the supplier will miss the due date. How can the customer possibly tell whether or not it will be in the next order? A supplier who has proven 99%+ due date performance, and is willing to provide a written, guaranteed due date with significant penalties for every day late, can easily gain a decisive competitive edge. BUT FIRST, the company must be able to achieve the 99% on time delivery AND their salespeople must know how to sell such an incredible offer.
- Supply Chain / Distribution – It is very common in many supply chains with stocked products, to find that distributors and retailers have most of their available cash tied up in inventory. Even with such massive investment, a strange thing happens. At the same time that they have excesses of many products in some locations, they experience shortages of the very same products in other locations. Any approach that can dramatically increase the availability of these products across the supply chain, while simultaneously reducing the inventory invested in these same products, can be described as providing a decisive competitive edge. However, it must be sustainable, especially when there are a constant stream of new products and when consumers change their minds frequently on how much and when to buy.
- Projects – Some companies undertake major projects either to expand their business, to replace an ailing facility or to meet a government requirement. Examples include implementing new computer systems, building a new plant, opening new retail facilities, constructing buildings, etc. In such major projects, it is common to subcontract large portions of the work to other companies (whom we will call “Project Companies”). In general, the track record of project companies delivering projects on time, on budget and within scope is abysmal. The Standish Group, who repeatedly surveys tens of thousands of projects, quotes statistics of over 70% of projects either late, over budget or out of scope. Project companies can gain a decisive competitive edge by establishing the project management logistics to be able to finish much earlier than your competitors, with a much higher probability of being on time, on budget and within scope. Such logistics begin with an approach called Critical Chain Project Management, but Viable Vision provides other necessary components (such as a structured sales offer) to ensure continued success and increasing margins over the long run.
Viable Vision is unique in its approach, even within companies that are familiar with the Theory of Constraints (TOC) methodology. It is top-down. It is the focus of all top managers for 4 years or until the Viable Vision is achieved, whichever comes first. It begins with a significant, formal buy-in approach, using two forms of buy-in:
- The + buy-in: Showing how the pot of gold can be found
- The minus minus (–) buy-in: Showing major negative situations and how they can be overcome.
Buy-in usually begins with a healthy skepticism from many members of a senior management team. What makes senior management so skeptical? Their disbelief is usually based on the existence of huge obstacles that block a major improvement. It is possible to turn this skepticism around, but only if you can prove beyond a reasonable doubt that you can overcome these obstacles.
This article:
- examines these questions by looking at two different approaches to improving a company—the traditional and the Viable Vision approach.
- spells out the reasons why the traditional approach is popular, but often breeds skepticism and fails to overcome the obstacles.
- explains how the Viable Vision approach works by showing the series of steps necessary to create a Viable Vision that is enthusiastically supported and executed by the entire top management team.
This is the dynamite needed to permanently break down the silos that are cemented in many of today’s management structures.
Two Ways to Manage – Traditional and Leveraged
Most executives currently deal with a very complex environment—one that is far more complex than it was 20 years ago. The Internet, for one thing, has exponentially increased competition and made business life uniquely challenging.
The common practice today, to manage this complexity, is to break down the organization into manageable parts (usually functional areas and departments), and to hold each part accountable for meeting goals within its silo. If you have any doubt about this, just look at your own organization chart and related metrics.
In this mode of management, we see executives spending considerable time to get their silos to cooperate with each other. Individual functional heads interpret what they think is best for their unit and assume it is best for the company as a whole. But often the best we can hope for, in this mode of management, is an attempt to minimize the cross-functional conflicts and damage. Executives become frustrated referees and jugglers, frequently overriding silo metrics in trying to do what makes sense for the organization as a whole.
One typical real-life example is the head of Procurement of a large Bangladesh company who claimed he was saving 70 million Taka (about US$1.3 million) per year by his department’s actions to reduce material costs. His staff spent an arduous year finding reliable and cheaper local suppliers to replace overseas vendors. These same actions were costing US $200,000 per week in lost Throughput, due to manufacturing problems created by substandard materials. The head of manufacturing and the procurement people fought constantly over whether or not the materials were the cause of the problem. The conflicts had become so common that they were just accepted as a fact of life.
We see similar conflicts in most organizations, for example, between Sales and Manufacturing or Sales and Marketing, or between Distributors and Suppliers within a supply chain, between Operations and Delivery personnel—especially in service organizations.
These conflicts are an inherent part of the traditional way of managing complexity. However, there is another way —the Viable Vision approach. This approach also accepts that organizations are a complex beast. To manage the complexity, Viable Vision finds the inherent simplicity (the biggest leverage point) in the midst of the complexity.
This approach assumes that an organization is like a chain. The strength of a chain is determined by its weakest link. Strengthening any link, other than the weakest link, does nothing to strengthen the chain. Therefore, finding the weakest link in the industry (including the Viable Vision company) becomes the leverage point for the organization’s resources. Strengthening it, with a comprehensive, cross-functional strategy and supporting tactics, is the way to ensure exponential growth.
Why the Traditional Approach Fails
With each functional head tasked with and measured on improving their area, they know they must achieve significant change within the quarter and the year to meet their goals. Such change fosters new projects, which each functional head sees as their absolute right to initiate.
Some projects require cross-functional resources. This is where huge conflicts often exist, since these same cross-functional resources (usually in Information Technology, sometimes in engineering or marketing) are in high demand by other functional areas.
The conflicts, however, are not just over resources. For example, if you are the Manufacturing VP, improvement means that you have made your area more efficient. Often, this translates into being able to produce more with the same resources. If you achieve this goal, but Sales is unable to sell your excess capacity, then the pressure is on you to lay off people—something that has many negative ramifications. This can lead to finger-pointing and other ill-feeling in the top management ranks.
There is another major reason why the traditional approach fails. Most companies have a vision, but unfortunately, many visions are not perceived by some key managers or employees as viable. The cross-functional logistics and steps needed to move closer to the vision are not in place. In this situation, each silo feels like it has no choice but to proceed, on its own, to local optima—i.e., to improving within the silo. But without the strongly managed connection (alignment) between silos, many local improvement efforts do not translate into significant bottom line results.
Viable Vision Backbone
Every Viable Vision strategy begins with the same starting assumptions:
- For any company to turn top line into bottom line in four years, their gross profit (Throughput) must grow much faster than their operating expenses. Therefore, no Viable Vision is based on cost cutting as a primary strategy.
- No major improvement effort is sustainable if the senior management team (or other key resources to the effort) must work incredible hours or under extreme stress for years. Experience shows that after a short time, such resources are easily distracted and tend to lose focus.
- There is no need, and indeed it may be harmful, to take high risks. An example of high risks might be capital investment or other actions that endangers the cash flow of the company.
Given these assumptions, the generic Viable Vision strategy has five key elements:
- Build a decisive competitive edge
- Build the capabilities (sales and marketing) to capitalize on a decisive competitive edge
- Ensure there are big enough markets to grow sales at high annual rates, while being selective about the choice of prospects
- A road map that allows the company resources to focus without wasting effort and without exhausting themselves or each other
- A road map that precludes the need for taking risks that are too great
In each Viable Vision, we must identify a client’s significant need that will provide the opportunity to create a lasting, decisive, competitive edge. To be lasting, the competitive edge must never be based on price or cost. It must be in a form that no existing significant competitor can readily copy. In fact, for Viable Vision, we want the competitors to believe that the Viable Vision company is crazy to make such a ridiculous offer to their customers, and that they (the competitor) would certainly never match such an offer. That is one characteristic that makes the competitive edge “decisive”.
In the following examples, you will find detailed descriptions of two such Viable Visions.
Two Examples of Viable Visions
Example 1 – Reliable Rapid Response
In this example, there are certain conditions that must exist in the market in order for a company to gain a decisive competitive edge. These conditions include relatively long lead times (e.g., typically weeks, not hours or a day or two), poor due date performance by most suppliers (e.g., 80% or less – enough that the client cannot count on any delivery date promised), damages to the client as a result of late delivery (e.g., the client cannot manufacture their product, the client cannot unload a ship, the client cannot complete a building), clients do not have ready alternatives (e.g., if the product is highly customized, the client cannot go to a store and buy it), and the price they are paying for the product is small relative to what they are doing or building (e.g., the product is a $2,000 component of a $500,000 airplane).
It is not necessary for all of these conditions to exist in order for the market to be right. As long as clients suffer damage from supplier unreliability, and the product you are selling is a small part of the total value of the client’s end product or entity, there is a good chance that Reliable Rapid Response will work to achieve a Viable Vision.
With the above existing conditions, a company gains a decisive competitive edge when their prospects know that the company is remarkably reliable. Of course, there is an assumption that all other market-driven parameters (price, quality, lead time, range of offerings, etc.) are about the same as the competition.
A company can have a very high level of confidence in a supplier’s due date performance if the company is willing to back up the promise with a hefty penalty (e.g., 10% per day off the price for every day late – 10 days late and the product is free). Still, there are three main components needed to back up this offer:
- The company must build the capability to deliver 99% on time, in spite of variability in the market demand for their products.
- Sales must pursue the right prospects, and get better and better at their close ratios.
- The company’s internal capacity must be continually monitored and expanded before their sales success creates super long lead times.
Once these components are mastered, the company has met all the necessary conditions to begin offering much shorter lead times for a premium. Premiums can be anywhere from 10% to several hundred percent more than list price, depending on the extent of damage the client suffers from unreliability. For example, a precision machine shop in Colorado regularly gets three times their normal price when they deliver a custom part in 1 week instead of 4 weeks. A Canadian kitchen cabinet maker gets 50% more for the same custom kitchen delivered in 2 weeks rather than 6 weeks.
Every extra dollar goes right to the bottom line. Look at what happens to a company’s profits from this approach:
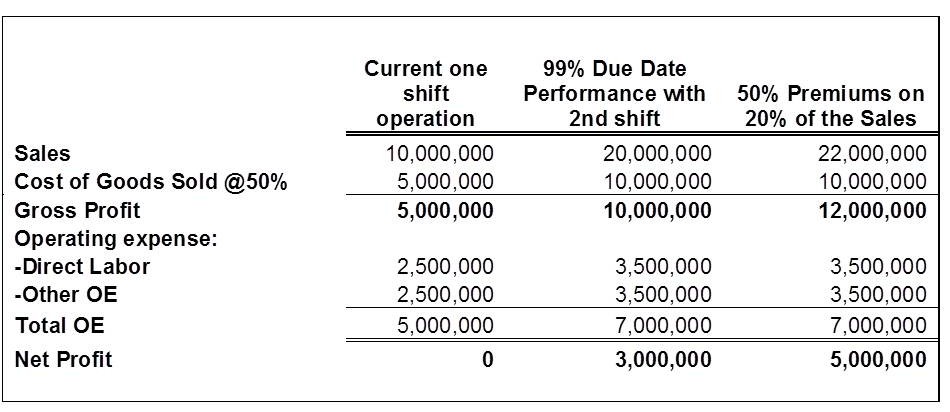
Figure 1
In Figure 1, in the first instance, the company is running one shift per day. From that, they are able to generate $10 million per year in sales. With a 50% cost of raw materials, they are left with half that much as Throughput or Gross Profit. Out of the gross profit, they must pay labor and all other operating expenses, leaving them at a break-even operation – zero profit.Figure 1 – Sales and Profit Impact of a Viable Vision
In the next column, we implement the first stage of a Viable Vision. With the implementation of production logistics, a company’s excess capacity is revealed. Experience has shown that there is often much more excess capacity than the company believes. When you take, as a first step, the rule of thumb of cutting production lead times in half, and releasing that much less to the shop floor, the effect is amazing. The shop floor’s excess work in process contracts significantly, and the excess capacity stands out. Therefore, the company is able to implement a full second shift without having to double either their direct labor or other operating expenses. From experience, the figures shown are generous.
That is why the net profit jumps from zero t o$3 million. But we are not finished. As sales becomes better and better, and the internal team is able to maintain protective capacity and grow resources as needed, we move to the last column, where we implement Viable Vision’s rapid response offer to the market. Before doing this, we must make sure that manufacturing can actually build a product in much shorter lead times, without having to expedite it through the plant. This is especially easy in most plants, which have production lead times far in excess of the actual touch times required to build a product.
In this stage, we are able to get premiums for much shorter lead times, as in the examples cited above. So on 20% of sales, or $4 million, we charge a 50% premium, securing another $2 million in revenues without incurring an additional cent in cost. As a result, our net profit for the same work as we did in the middle column, boosts our profit from $3 million to $5 million.
Once again, building the capabilities to take advantage of the reduced lead times implies significant marketing and sales work. The company must better define their target markets as those prospects who most benefit from their reliability offer. They must establish a pipeline of such prospects. The sales process steps must be defined in detail, and tools provided to the sales force to move quickly through those steps. The pipeline must then be monitored and constantly improved to shorten the sales cycle times and increase the success ratio.
Example 2 – Consumer Goods Distribution
Conditions that typify a consumer goods supply chain include low inventory turns, combined with frequent and numerous stock availability problems. Companies in the supply chain invest most of their available cash in inventory, but still suffer shortages. Suppliers typically make and stock products according to a sales forecast. Forecasts, especially involving end consumer behavior, are notoriously bad.
Distributors and retailers typically use a variation of a min/max inventory system to determine when to reorder stock. Both of these practices (supplying to a forecast and min/max system) contribute to major distortions in replenishment of goods throughout the supply chain. Resulting damage in lost sales, markdowns, obsolescence and lost customers are common.
With these practices in consumer goods markets, it is commonplace to see inventory turns of less than 6 per year, and turns of 2-3 per year are not unusual. TOC logistics changes the mode of replenishment from “push” to “pull”. This is done by linking all parts of the supply chain together to replenish what was actually consumed. Target inventories are adjusted automatically for any changes in consumer demand, or for known seasonality or other known aberrations.
Forecasts are still used at a consolidated level, for major manufacturing planning. However, actual consumption data is affecting the plant finished goods buffers and orders to the shop floor. The entire TOC replenishment system, from manufacturer to end consumer, is built to respond quickly to any changes in consumer demand. This puts the right inventory in the right place at the right time.
Today, many companies try to increase their turns by reducing inventory. The inventory turns can increase, but this can easily mask the bad way the results were achieved. If major markdowns were required to reduce the inventory or worse, major amounts of inventory were written off the ledger books, the turns number could improve, but the company still has poor cash flow and poor availability.
A decisive competitive edge in consumer goods distribution implies that margins are higher than with traditional approaches, turns are much higher, inventory levels are lower and availability across the supply chain has significantly improved.
But there is another common metric used by retailers with consumer goods products – Sales or gross profit per square meter/foot of shelf space. In TOC Consumer Goods Distribution, we call this Throughput per Shelf, or TPS for short. A supplier who has implemented the full replenishment solution can now move to the next stage of increasing their client’s TPS. One approach to do this is to prevent slow-moving products from staying on a given store’s shelf for too long. If the supplier has many more SKUs than they have actual products stocked in a given store, then they can easily substitute one set of SKUs for another.
In retail shops where slow movers are quickly removed and constantly replace with other items, consumers are encouraged to come back to the shop often to see what’s new. A retail chain can also check which products are selling well in comparable other regions or locations, and choose those items to substitute for the slow movers in another location.
When Viable Vision supplier trains their sales force correctly, they are able to sell business deals to clients, on the basis either of inventory turns or TPS, or first inventory turns moving to TPS as they get to know their clients better. Also, looking at the numbers, the supplier who increases TPS by 25% can demand some of that back in higher margins, and both parties will make a fortune. For an example, see figure 2 below.
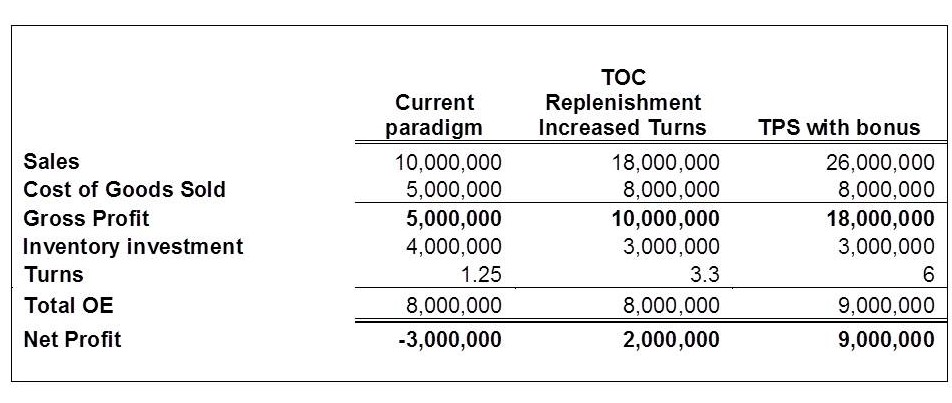
Figure 2 – TOC Replenishment and TPS Impact
In Figure 2, the current paradigm has the company generating sales of $10,000,000. With poor availability, the company will suffer from markdowns and obsolescence. Even though they have very lucrative average margins from suppliers (70% plus from overseas), they average 50% because of frequent markdowns. After paying all expenses, they are losing $3 million per year.
In the next column, we implement TOC replenishment solution. The company’s inventory goes down, availability goes up, and therefore sales rise dramatically. There are still some slow movers that the company is not addressing, so while margins improve from the previous scenario, they are still not achieving their full potential. However, turns more than double and now the company has a profit of $2 million.
But we are not finished. Viable Vision takes us to the next level using Throughput Per Shelf (TPS). In this paradigm, we are quickly exchanging slow movers. Sales improve dramatically. Inventory stays the same. We changed transportation logistics and so operating expenses increased. Yet we are left with almost double inventory turns again, and 4.5 times the net profit.
The consumer goods Viable Vision requires extensive sales training and practice. Salespeople must learn which prospects are suitable, and how to ask the right questions to find out. They must be able to do something totally foreign in retail – ask for higher margin for the same product, when the customer is selling more of the supplier’s goods.
Why would a retail customer be willing to pay a supplier more per unit, when they are selling more of the same product? If a retailer’s gross profit per square foot of shelf space doubles per time period, a 5% increase in price, even when they cannot pass that increase on to the consumer, still leaves them with a fortune. It still is much better than any competitive offering without TPS capability. However, it still must be professionally presented by a well trained business deal sales force.
These two examples provide a brief overview and a very small percentage of the current Viable Vision knowledge. Viable Vision implementations have been improved and simplified extensively over the past several years, to achieve results faster and faster with less strain on resources. It is a rapidly evolving, immense body of knowledge relative to how to accomplish major improvement in any size organization. The steps which are generally followed to identify and implement a Viable Vision are described next.
Five Steps to Viable Vision
Five steps are absolutely essential to identifying a Viable Vision and executing correctly. If any one step is missed or executed out of sequence, then the entire effort will be in jeopardy.
Step 1—Collect the data to identify the organization’s leverage point, and the Viable Vision needed to exploit it.
When the Viable Vision process first started, it was common to examine the flow of products and services through a supply chain, of which your company is one piece. A person analyzing the data would look for where is the flow blocked? What is the source of the blockage? How common is this in the industry? What damage is done to the customer, when this blockage occurs?
For example, if there is lots of inventory in the supply chain right through to the end consumer of the product, but there are still many items out of stock in any given location, then the leverage point is clearly with the TOC replenishment solution. The Viable Vision process will use the return on inventory to create a decisive competitive edge.
Some company salespeople bring many prospects to their door and then waste them—they don’t close the deal. Why not? In a Viable Vision, it would not be unusual to see close rates approaching greater than 50%.
In other cases, the company is tapped out of prospects in the markets they serve. They may have a high market share or they may not have achieved a competitive edge, even with a superior product. To reach a Viable Vision, that company may need to explore new markets, or create their own unique “Mafia Offer” – an offer that is too good to refuse for existing or new markets.
However, if creating such an offer requires new products to be developed, the company could suffer for a long period of time before tangible improvements are reached. A Viable Vision must do better than simply relying on new product development.
While over 70% of all companies are currently constrained by not having enough customers to buy their products, there are other possibilities. For example, a company may not be able to produce enough to meet the market demand. This may be a production logistics problem or a project management problem. Sometimes, even when the constraint is in the market, the correct answer to address the problem lies in changing manufacturing logistics to reduce lead time, improve reliability or for other reasons.
The constraint might be in the distribution channel, with suppliers or in engineering or even in sales. Regardless of where it is, the first step is to correctly identify the organization’s biggest leverage point.
Step 2—Gain the buy-in of the CEO to the Viable Vision
Viable Vision is a top down approach. What the CEO understands and supports gets done.
This critical dogma is not just a Viable Vision concept. It has been proven through research and empirical evidence and stated in the most popular management books—Good to Great, Execution, Six Sigma, Lean Thinking and many more.
In the Viable Vision process, one successful approach, that lends itself to further buy in from the top management team, is to draft a “straw man” Strategy and Tactics to achieve the Viable Vision. The draft Strategy and Tactics details, for each functional area, the required elements to achieve the Viable Vision. Usually, the CEO goes through a few iterations of the Strategy and Tactics document until he/she understands, agrees and is fully committed to supporting it. It makes no sense to move forward with the process unless the CEO fully understands how the Viable Vision will be accomplished, what the necessary strategy and tactics are, the assumptions behind the financial achievements and the strong desire to achieve the results. It is rare that a CEO has turned down such an opportunity. However, if a CEO has a different vision or is not prepared to make the Viable Vision Project THE MAIN PROJECT of the company for four years, the process will stop at this point.
It is important to note that even though the CEO has taken over ownership of the S&T at this point, his / her team has not. Therefore, it is a straw man S&T until the entire management team has scrutinized it, bought in and is committed to it.
Step 3—Gain the buy-in of the entire top management team
CEO buy-in is necessary, but not sufficient, to ensure the successful paradigm shifts for a Viable Vision. Therefore, the next step is to help the top management team understand why, for so long, their company was blocked from exponential growth.
Before all of the top managers can accept a Viable Vision solution, they must see a road map that makes sense. They must understand the systemic changes that they will take responsibility for implementing in manufacturing logistics, supply chain replenishment, project management, marketing and sales.
In the Viable Vision process, this step is accomplished in a one-day joint working session with the top management team, led by a Viable Vision expert. 100% top management team concurrence is necessary to proceed.
Step 4—Strategic Planning Kick-Off / Overview Education
Before building a strategy, all of top management must see the company through the same eyes. The current process follows a strategy and tactics road map, which has the following components to several levels of detail (most of the current templates are taken to four levels of detail):
- A Strategy – What we want to accomplish
- Existing assumptions that explain why this specific strategy was chosen
- The tactic(s) needed to accomplish the strategy
- Assumptions which explain conditions that exist which the tactic(s) must overcome or existing conditions which allow the tactics to work so well in achieving the strategy.
For example, when working to identify target markets in consumer goods companies, we know how easily salespeople can get turned off by pursuing the wrong prospects. It is so easy for them to jump to the conclusion that this Viable Vision stuff just does not work. We also don’t want to waste their time with useless prospects. These assumptions explain why our strategy must be to have salespeople know which prospects are the best ones for the Inventory Turns offer.
To get to a valid tactic, we must know some details about our target market. For example, one assumption we will use is that the greater the number of SKUs, the more slow movers you tend to find, and therefore the more powerful the offer. Now it’s obvious that one of the characteristics we must look for in a target market is the right range of number of SKUs.
The process takes each block of the strategy and tactic structure and presents it to the company team. As the strategy and tactics are outlined in more and more detail, there will be a point where some of the detailed knowledge of the application (manufacturing, distribution, marketing, sales, project management) is conveyed to the group. With this knowledge, the group is able to define any reservations they may have about the solution (specific element of strategy or tactic).
Every reservation is gone over rigorously, either to prove that it is already taken care of in the strategy and tactic structure or it is noted as a point to consider during implementation. At the end of the process, which is best kept to no more than 2 days, the project plan is put together by assigning team members to each relevant piece of the structure at the most detailed level.
Step 5—Implementation
After a successful kick-off, Viable Vision becomes the company’s only major initiative. Every top manager is directly involved. Viable Visions use the TOC Project Management approach called Critical Chain. The project is actually planned to be achieved in 2.5 years. The remainder is a buffer. When the Viable Vision process is working correctly, significant results should be observable in weeks or at most, a few months.
Summary
In America today, executives are given about 20 months to prove themselves by delivering increased profits – bottom line results. In 57% of the companies surveyed in a three year period, CEOs failed to do so and were fired. What about in your country? It is just my humble opinion, but from my worldwide experiences, I see all countries having great challenges in technology, productivity and quality.
Many countries around the world are coming out of a long period where productivity was measured much more by internal country standards than by international standards. Yet to be successful and to enjoy real growth in personal wealth, you must be able to compete in business on the world playing field.
China, India, Vietnam, Korea and other emerging players are hot on everyone’s heels, not just in the cost of products, but in quality and design innovation as well. The Chinese have accomplished in 20 years what took the Americans and Japanese over 100 years to achieve. Malaysia and India are paying attention, and their economies are poised to boom over the next decade. The pressure is on your executives and managers to perform miracles.
Over the past three decades, most countries have had major improvements in schooling, especially in business. Business people have proven their ability to work hard and compete in the international arena. But the pressure of the advances in foreign competition took its toll. Today, hard work and low wages are simply not enough to win. Amazingly, the 9 countries I have worked in over the past 22 years [2] all take a similar approach, and bring comparable management skills to their work. What now is the key to drive a company to success?
My answer is that the key to success is the same one that is working equally well worldwide. Viable Vision is the logical extension of Dr. Edwards Deming’s work of the last century. Viable Vision brings the management team to identify and exploit its biggest leverage point for improvement. It focuses the now precious human resources on those key constraints of the business. It aligns the management team not just to work in harmony, but to work in the correct sequence on the right initiatives to achieve huge success. It overcomes one of the biggest constraints to any organization’s growth – the market – by identifying new and unique ways to bring major value your existing and your competitor’s customers.
Any country’s business management has a great, but limited history of achieving results. At the same time, every country has major obstacles to overcome. Viable Vision is, I believe, the missing ingredient to drive new, high growth and secure the future.
[1] Goldratt is the founder of the Theory of Constraints (TOC), author of the multi-million bestselling book, The Goal and several others, including Critical Chain, Necessary But Not Sufficient, It’s Not Luck, The Haystack Syndrome and The Theory of Constraints.
[2] Malaysia, Bangladesh, Australia, Switzerland, Italy, Canada, Poland, Germany and United States
Comments to the article are below the Table of Contents
11. Aligning People with Managing Production Flow (Ryoma Shiratsuchi)
10. Article on Viable Vision (Gerald Kendall)
9. Using Agile Techniques in Critical Chain Project Management (John Muncaster)
8. Building Consensus with Stakeholders (Keita Asaine)
7. Applying manufacturing flow theory to construction management (Stratton, Koskela, AlSehaimi and Koskenvesa)
6. TOC in Remanufacturing or Chasing Muda (John Darlington)
5. Project management in a hospital: From chaos to success (Hans Steenpoorte and Michel Stijlen)
4. Whatever We Do or Say Is for a Purpose: The Role of Communications in Change Management. Part 2 (Jelena Fedurko)
3. Whatever We Do or Say Is for a Purpose: The Role of Communications in Change Management. Part 1 (Jelena Fedurko)
2. Together: TOC and Lean (Oded Cohen)
1. Failures in the High Street (Martin Powell)
9. Using Agile Techniques in Critical Chain Project Management (John Muncaster)
 John Muncaster, Goldratt UK
John Muncaster, Goldratt UK
John is an experienced TOC and Lean practitioner who, with more than 25 years of experience, has occupied several positions in manufacturing companies in the UK.
What is Agile?
Agile is a software development philosophy that is best summed up in the Agile Manifesto (http://www.Agilemanifesto.org/):
Agile Manifesto
- Individuals and interactions over processes and tools
- Working software over comprehensive documentation
- Customer collaboration over contract negotiation
- Responding to change over following a plan
Assumptions
There is an assumption in the Agile world that, in software, when starting development there is no need to fully understand the specification of the end product. In many cases this may be continually evolving. The Agile world also assumes that what is being delivered can be broken down into smaller chunks. These chunks provide useful functionality and can be released as soon as they are tested. This works particularly well when developing software for Web services. It is very common when visiting a favourite website to see some of the pages transformed into a new version, whilst others remain in the current format. Over time all pages will be transformed to the new style as the software to support these pages is developed and tested.
Agile Overview
In Agile the intent is to simplify by breaking a big project into small chunks, with a clear definition of done, and build autonomous teams to deliver the chunk. The team should be self-sufficient and self-managing. The team retains focus by further breaking down the chunk into short duration discreet tasks. These tasks are distributed amongst the team for delivery. Cadence is maintained by the team keeping WIP low and regularly reporting progress. This reporting of progress ensures that team members are focused on delivering what they have committed to. This allows the power of the team to become engaged when any task becomes stuck.
Organisations have built processes to support these Agile philosophies and this document does not intend to define them, rate them, or discuss them in detail. It is enough to say they all have merits, supporters and documentary evidence to show they work. Some follow all the guiding principles of Agile well and others focus on a smaller subset.
Can Agile Work in All Software Development
In environments where the software itself is the end product, and the product is expected to continuously evolve, Agile has an excellent track record. The question raised here is, can this flexible approach work in an environment where the software is integral to a physical product that is being developed? Can the true, flexible, Agile approach that offers so much in continuously evolving software products be as useful for delivery of a full set of functionality to a deadline? Particularly when, the software supports the hard launch of a physical product. For example; all car drivers want all of the software to be working and fully tested when they buy their new vehicle. It is not possible to launch a vehicle requiring a future upgrade to make the braking system work effectively all the time.
However, as with all things, it is important not to throw away valuable principles and techniques just because the full philosophy is not applicable in some circumstances. This document will identify how core elements of Agile can be used seamlessly with the successful deadline focused project management tool – Critical Chain.
Critical Chain
Overview
Critical chain is a Gantt based project management tool that uses the rate of consumption of a protective buffer compared with the rate of completion of the longest chain of tasks to understand the health of the project.
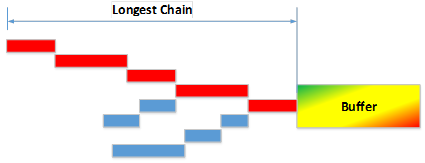
- Logical network created
- Longest chain of tasks identified
- % of time taken from each task to provide a buffer to protect the end date – sharing task safety
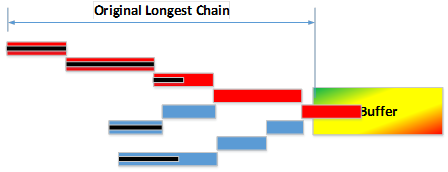
As tasks are completed the remaining duration of the tasks are likely to extend and buffer is consumed.
Progress is measured by comparing the percentage of longest chain complete to the amount of buffer consumed.
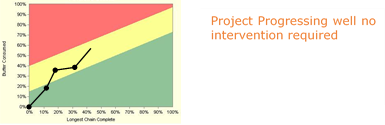
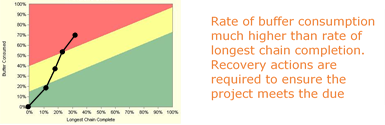
If, this metric demonstrates good health, the project team can be left alone to continue the good work. If, it demonstrates that the health is poor and therefore the delivery date is in jeopardy, it highlights to the team and management that action is required to bring it back on track.
Creating the Plan
When building traditional Gantt charts, there is a temptation to focus on creating plans with infinite detail, and to micromanage resources with the plan. Assigning the role of building the project solely to the project manager is common, as is developing detailed plans for projects of months or even years. This approach is in direct conflict with the principles laid out in the Agile manifesto. This approach is also in conflict with good critical chain plans which are:
- Built at a higher level of detail, the tasks are described as clear deliverables. The detail of how this deliverable is achieved is left to the owner of the task and the team working on delivering it. This supports the Agile principle: “Individuals and interactions over processes and tools”
- Built collaboratively, a team is assembled containing those who will be working on the project and customer representation supporting the Agile principle: “Customer collaboration over contract negotiation”
- Built with tasks focused on tangible deliverables, only doing what is required to deliver the required functionality supporting the Agile principle “Working software over comprehensive documentation”
- Built in detail only for the short horizon, detail for the longer horizon is only planned as that horizon approaches supporting the Agile principle “Responding to change over following a plan”
It is clear that building a good Critical Chain plan has no conflict with the Agile Manifesto. It should be noted that some of the process developed by organisations, consulting bodies and academics to support the Agile community may in themselves conflict with Critical Chain planning. Using the core principles of Agile will definitely assist in developing a good Critical Chain plan ready for Execution. Truly Agile organisations will be prepared to flex the tools being employed to support their principles if this gives them an advantage.
Execution
In execution of traditionally built project plans, it is common that focus remains on items that were deemed critical or time limiting at the start of a project, even if in execution this proves not to be the case. There is also a temptation to follow the old adage “the sooner we start the sooner we will finish” and work is released to individuals and teams faster than they can complete it. This causes significant problems with priority setting and losses due to multitasking and context switching. Good Critical chain execution focuses on:
- The current critical and time limiting activities supporting the Agile principle “Responding to change over following a plan”
- Choke the release of work to individual teams emphasising focus and rapid completion of the tasks released for execution. Although this is not directly part of the Agile manifesto it is common in most Agile tools that resources are forced to focus on small chunks of work and maintain a high cadence of completing these chunks of work.
In most project environments there is a high level of uncertainty in the tasks being carried out. With any tool being deployed there is a reasonable chance that what has been agreed with the customer in terms of cost, scope and delivery date will require modification. Critical Chain is no different and successful Critical Chain implementations require good channels of communication between the project team and the customer to obtain the optimal outcome for the customer.
Summary
There are no direct conflicts between Agile and Critical Chain and the two philosophies can be used quite comfortably with each other. In fact, if project teams building Critical Chain projects have the Agile manifesto in mind, they will certainly develop much better quality project plans. There are some direct conflicts between some of the tools developed for applying the two philosophies. In many cases this can be resolved by the organisation ensuring they have selected the right tools for their environment. Projects delivering software as a service will need a slightly different set of tools than those delivering physical product with a software element.
All materials available on the TOCPA site are the intellectual property of their authors and cannot be reproduced in any other media and used for any purposes without the prior permission in writing of the authors.
Comments to the article are below the Table of Contents
11. Aligning People with Managing Production Flow (Ryoma Shiratsuchi)
10. Article on Viable Vision (Gerald Kendall)
9. Using Agile Techniques in Critical Chain Project Management (John Muncaster)
8. Building Consensus with Stakeholders (Keita Asaine)
7. Applying manufacturing flow theory to construction management (Stratton, Koskela, AlSehaimi and Koskenvesa)
6. TOC in Remanufacturing or Chasing Muda (John Darlington)
5. Project management in a hospital: From chaos to success (Hans Steenpoorte and Michel Stijlen)
4. Whatever We Do or Say Is for a Purpose: The Role of Communications in Change Management. Part 2 (Jelena Fedurko)
3. Whatever We Do or Say Is for a Purpose: The Role of Communications in Change Management. Part 1 (Jelena Fedurko)
2. Together: TOC and Lean (Oded Cohen)
1. Failures in the High Street (Martin Powell)
8. Building Consensus with Stakeholders (Keita Asaine)
We are continuing to publish articles for the book Theory of Constrains in Practice from the TOC Strategic Solutions Library. It is a collection of cases and articles by TOC experts and practitioners from all around the world sharing their knowledge and experience gained in TOC implementations.
This chapter was written in the period of 2011-2014.
 Dr. Keita Asiane
Dr. Keita Asiane
Dr. Keita Asaine is the President of Juntos Co. Ltd., Japan, and a Founding member of TOCPA – TOC Practitioners Alliance. Keita has TOC experience as a practitioner, trainer and consultant since 2004. He has a Ph.D. in Engineering from Kyushu Institute of Technology (KIT) in Japan. He teaches TOC-TP, Production and Project Management for Masters program at KIT.
http://www.juntos-consulting.com/
Abstract
This article highlights the issues of input availability in Japanese public-work projects, such as late delivery of purchased equipment/materials and missing instructions from customers. These problems cause delays in construction scheduling and increase budget costs which are considered to be the result of a lack of synchronization between procurement activities and process control. In an attempt to overcome a lack of synchronization, the Japanese government runs “One-day Response” initiatives to prevent work stoppages in construction projects.
In Japan, many construction companies engaged in public works have tried to implement CCPM (Critical Chain Project Management) in order to shrink project lead-time and reduce project costs. However, the following comments are often heard from them:
– Some managers follow the procedures of CCPM exactly, but others do not.
– As time passes, after the implementation of CCPM, there is a tendency to revert to previous procedures.
We need to understand the reason why it is difficult to sustain the use of CCPM and how to make it more user-friendly.
We would like to highlight these aspects and share our experience in implementing CCPM. This article looks into how to build consensus within a company in order to continue the use of CCPM, and how to better enable synchronization between procurement activities and process control.
- Introduction
As it is well known, natural disasters such as earthquakes, tsunami, and typhoons occur frequently in Japan. For this reason, the Japanese government has regularly increased the budget for development and maintenance of the country’s infrastructure. However, Figure 1 shows that the budget for public works in Japan has been decreasing since 1996 and this downward trend is expected to continue. Most companies in the construction industry seek to secure the competitive edge needed to shrink project lead-time and reduce costs through more effective construction management [2, 3 and 4].
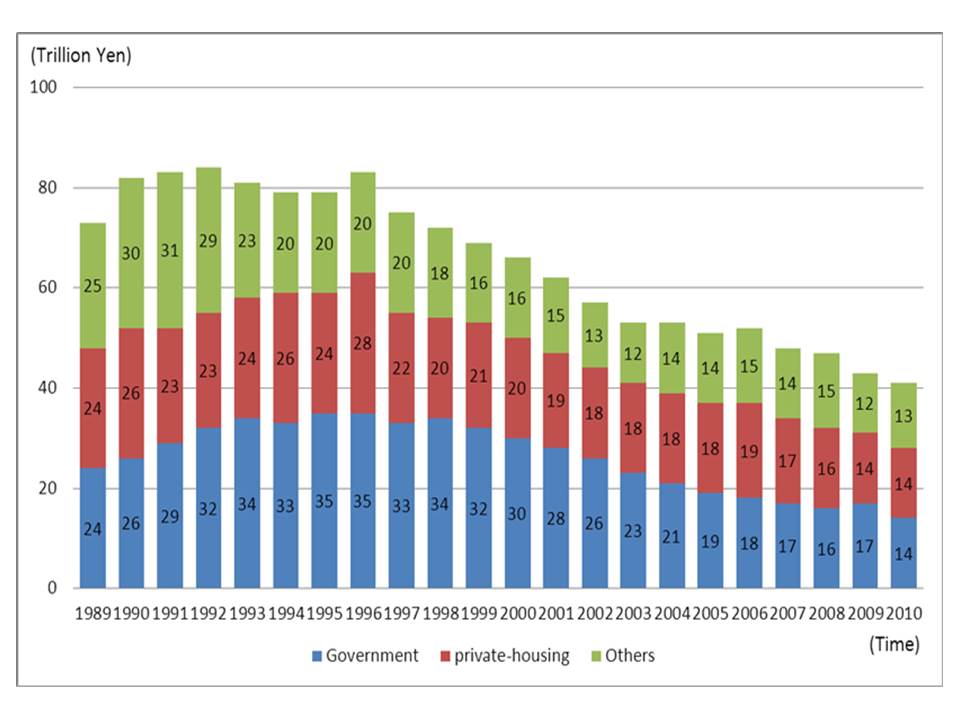
Figure 1: Trend in investment in construction [1]
On the other hand, in order to resolve problems confronting construction projects, constructors need the MLIT (Ministry of Land, Infrastructure, Transport and Tourism) to respond rapidly [5]. Therefore, since 2007, MLIT has been offering “One-day Response” initiatives to authorize activities when problems occur on construction sites [6]. These initiatives are intended to contribute to shrinking construction project lead-times and reducing costs for contractors. Additionally, MLIT asks contractors to create a mechanism to immediately report the impact of the project – scheduling and costs when problems occur. CCPM has supported “One-day Response” initiatives [7, 8 and 9].
In some companies, however, CCPM does not become the established new way of management. Some managers follow CCPM explicitly while others revert to previously employed procedures.
This article investigates the difficulty of continued use of CCPM through a case study.
- Attempts at Implementing CCPM
A Case Study
The company is a sub-contractor in charge of managing workers and procurement of materials and equipment. Their management activities are carried out with the cooperation of contractors.
Figure 2 shows the relationship and roles of each stakeholder. The role of the project manager, who is the client, is to communicate with government and to manage equipment and materials. The role of the project leader is to instruct the work force and to procure resources.
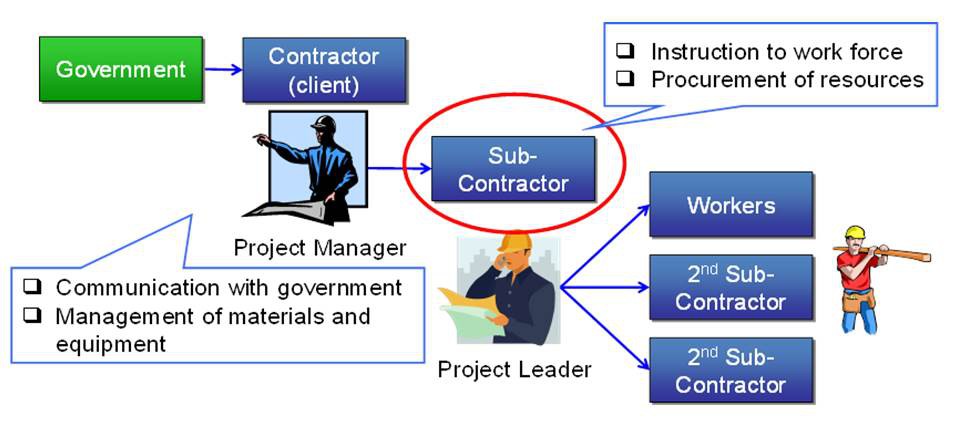
Figure 2: The relationship and roles of each stakeholder
The company has several UDEs (Undesirable Effects) as following:
– There are too many cost overruns
– Many projects take longer than expected
– It is often a struggle to meet deadlines
– Resources (workers, equipment/materials) and inputs are not available when needed.
– Priorities constantly shift
The company implemented CCPM in 2006 in order to resolve the above UDEs. First, the company performed an internal seminar for the general manager and all project leaders in order to learn the software and the essence of CCPM. After that, they developed 3 rules as follows,
At the planning phase:
Rule 1: a project leader makes buffered Critical Chain schedules.
At the execution and control phase:
Rule 2: a project leader obtains the estimation of task completion, updates the software every day, and reports the Buffer Penetration to the general manager.
Rule 3: the general manager makes a decision for recovery actions as needed.
As time passed with the implementation, some project leaders continued to follow the new rules, but others reverted to previous ways. We investigated the reasons why these project leaders stopped following the new rules. At the planning phase, the general manager was always saying “shrink project lead-time” and “reduce costs” without giving actual suggestions and advice. Therefore, the project leaders could not communicate effectively with the project manager concerning schedules and delivering of equipment/materials.
At the execution and control phase, project leaders and the general manager did not know how to manage and make decisions according to the status of buffers. Therefore, the project leaders could not provide clear instructions to workers. Similarly, the general manager could not give instructions and take recovery actions for project leaders. As a result, these project leaders could not achieve shrinking project lead-time and/or reduce costs.
We analyzed the problems outlined above. Project leaders regularly collected information according to the rules. However, project leaders and the general manager did not know how to use this information to make the required managerial decisions. Project leaders could not obtain the desired effects so they stopped following the rules. We found that the procedures and guidelines for management were ambiguous. In addition, the company could not develop clear managerial and operational procedures, as they had been based on the discretion of each project leader.
- Direction to solving the problem
The general manager attended the Goldratt Schools workshop in order to resolve the issues. He learned the TOC solution for single project management [10] – the essence, knowledge, mechanics/procedures and implementation plan of nine CCPM Injections.
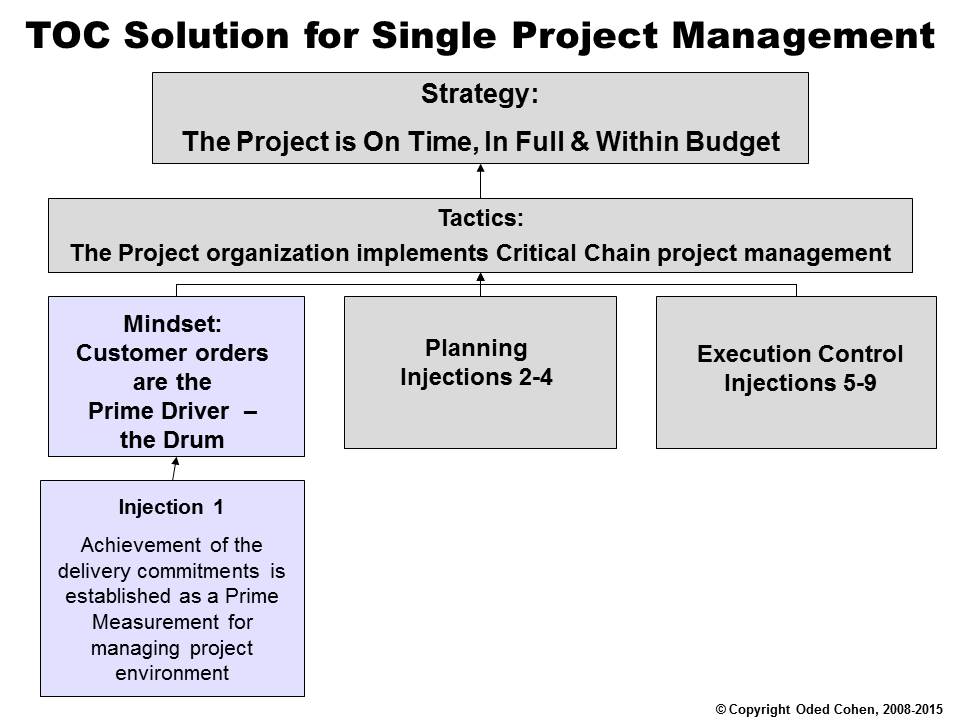
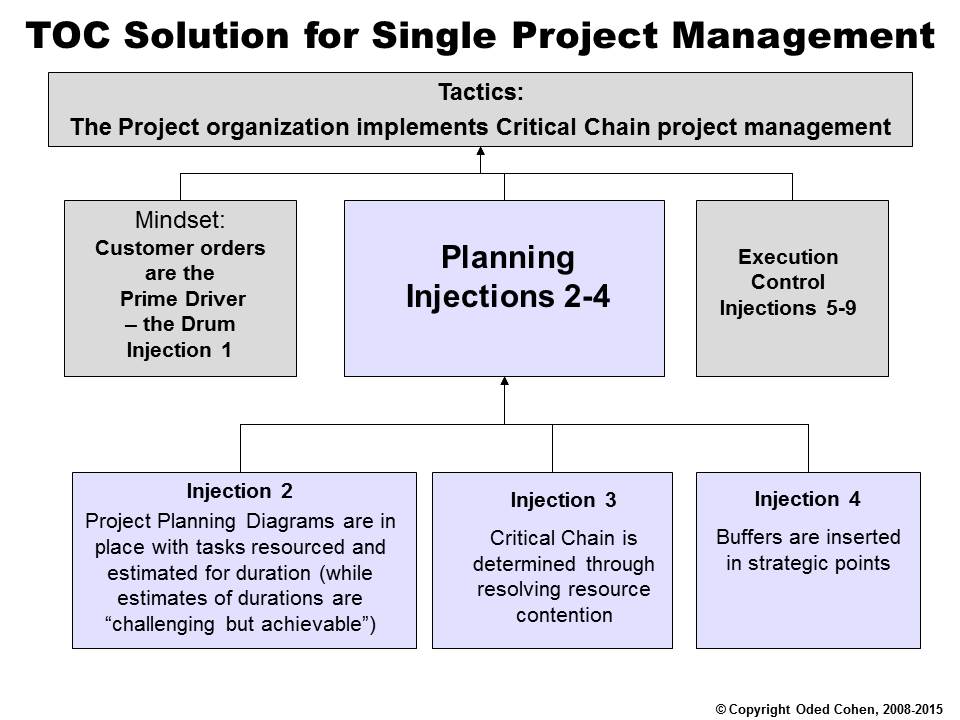
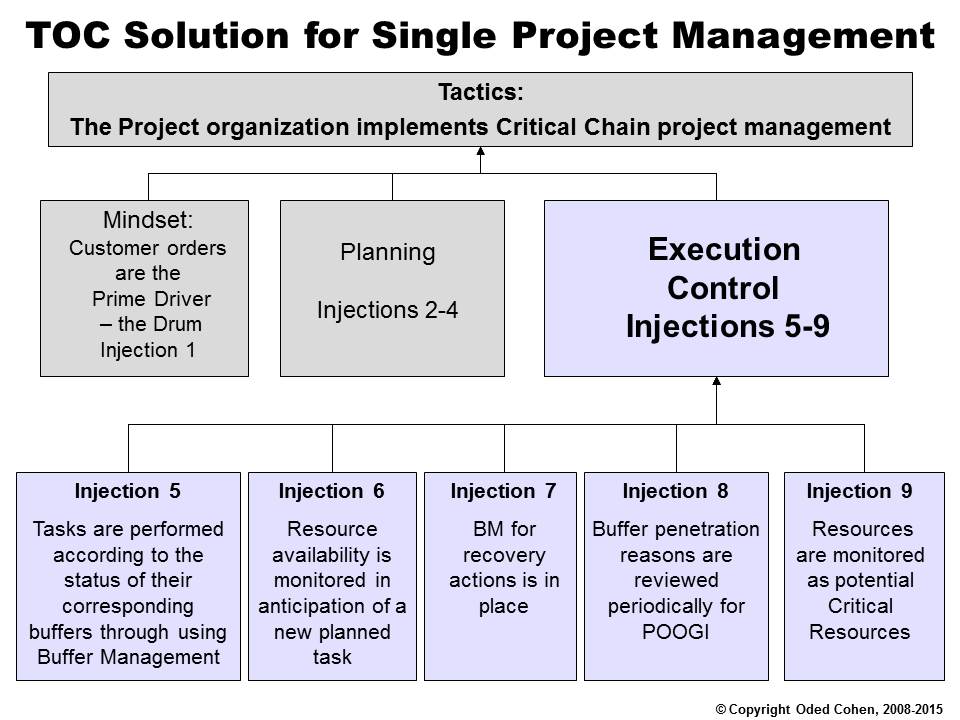
Figure 3: 9 CCPM Injections, presented with the permission by Oded Cohen
After the workshop, the general maanger identified two changing points as follows:
- How to assign and allocate workers to tasks
- How to arrange inputs – equipment/materials and approvals
How to assign and allocate workers to tasks
In the planning phase, the company assigned the same number of workers to all tasks. Actually, the number of workers that should be assigned to each task is different. If the company fixed their number, some tasks would be short of workers. Figure 3 shows a concept of ways to assign workers. If shortages of workers occur for each task, project lead-time is extended. On the other hand, even if there are too many workers for a task, project lead-time is not always shrunk. The workers often wasted time – Parkinson’s Law. As a result, they had too many cost overruns.
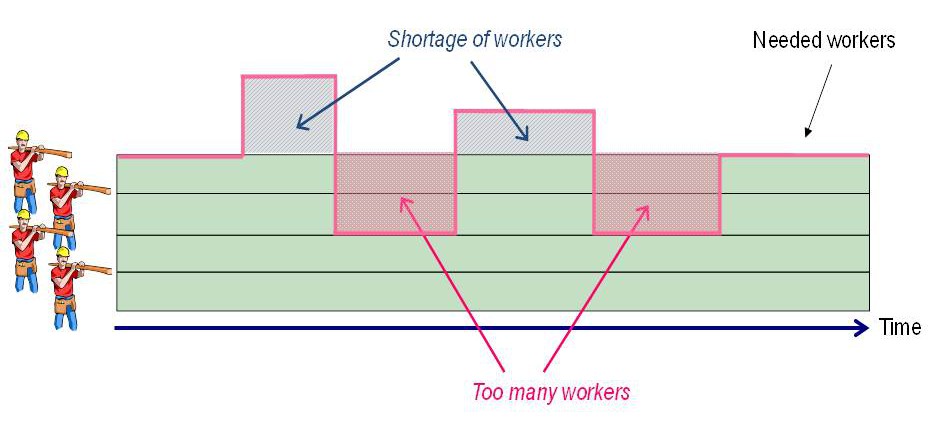
Figure 4: A concept of ways to assign workers
We investigated the reasons why the numbers of workers to all tasks were fixed. The project leader keeps track of the progress of the project, and has to check the current status of the workers needed for the next task and its level of readiness. However, the company did not establish clear procedures and guidelines to accomplish this. Therefore, some project leaders did not secure the workers when needed. Even if they understood procedure and guideline, they did not know how to communicate with 2nd sub-contractors about the need for flexible arrangements of workers.
Afterwards, in order to resolve the above issues, the company established clear procedures and guidelines – the mechanics of wake-up calls for workers (injection 6). After that, top management and the general manager, explained the new procedures to 2nd sub-contractors. Specifically, they developed and built this knowledge together with the 2nd sub-contractors – Problems, Benefits and Risks.
How to arrange inputs – equipment/materials and approvals
The project manager / client usually arranges for materials such as rebar and approvals such as road-use. If the project leader frequently fails to report to the project manager that keeps track of the progress of the project, inputs are not available when needed. As a result, project lead-time is extended, and / or they have too many cost overruns.
We asked all project leaders (the company) and 15 project managers (client) in order to understand current reality about inputs availability. Figure 4 shows the subjective evaluation about inputs availability. We had recognized that project leaders feel dissatisfaction about inputs availability inputs more than project managers. In addition, we interviewed them in order to understand the above issue.
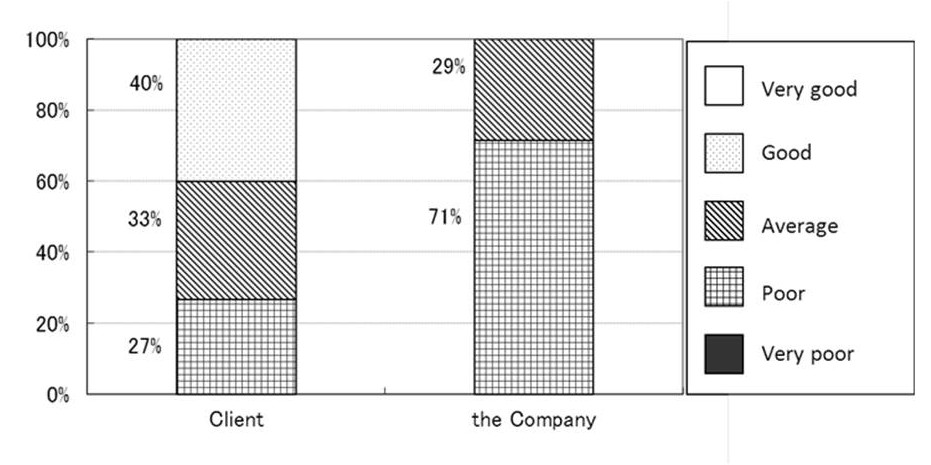
Figure 5: The subjective evaluation about inputs availability
Most project leaders thought that to be operated passively, by following the instructions from the project manager, is the way to match with the customer demand. Therefore, the project leaders had arranged inputs according to the instructions of the project manager. Furthermore, the project leaders kept track of the progress and remaining duration of the project, but they were not able to report it frequently to the project manager. On the other hand, in general, the project managers generally confirmed the current status of the project with the project leader. However, each manager needed different kinds of information to be collected and when the information had to be available. Therefore, many project managers had to make subjective decisions based on intuition and experience rather than actual timely information. To resolve this problem, it was necessary to carry out a “Wake-Up call” initiative, the mechanism to monitor/manage the availability of inputs – equipment and materials, and approvals from the government.
Finally, the project leaders and general manager were able to follow the new technical procedures and mechanics on how to obtain necessary information – call for “Information Flow”. However, even so they did not know how to utilize the information obtained – call for “Decision Flow”. As a result, it became necessary to have new managerial procedures and mechanics. Therefore, the company established the procedures based on “Information Flow” and “Decision Flow”.
- Establishing the Procedure
We investigated the details of the procedure the company established – composed of “Information Flow” and “Decision Flow”.
Planning Phase
Figure 5 shows a part of the procedure for identifying the Critical Chain, inserting Buffers, creating a list of inputs and determining the start date of a project.
A project leader creates a project plan according to “Information Flow” as follows:
[P-1] To create the project planning diagram and input the project plan into software.
- Develop dependency diagram
- Agree upon and record the resources needed for each task
- Estimate task duration, challenging the project leader and agreeing on “challenging but achievable” estimations
[P-2] Resolve resource conflicts.
[P-3] Identify the Critical Chain.
[P-4] Make a decision whether the identified Critical Chain is good or not. The good Critical Chain contains the specific tasks to which the management should pay attention.
[P-5] If the Critical Chain is not acceptable, adjust the duration of the key task or its surrounding tasks. After that, back to resolve the resource conflicts [P-2], again.
[P-6] If it is, insert Buffers.
On the other hand, after creating the project planning diagram [P-1], make an inputs plan as following:
[P-7] Create a lists of inputs needed for each task.
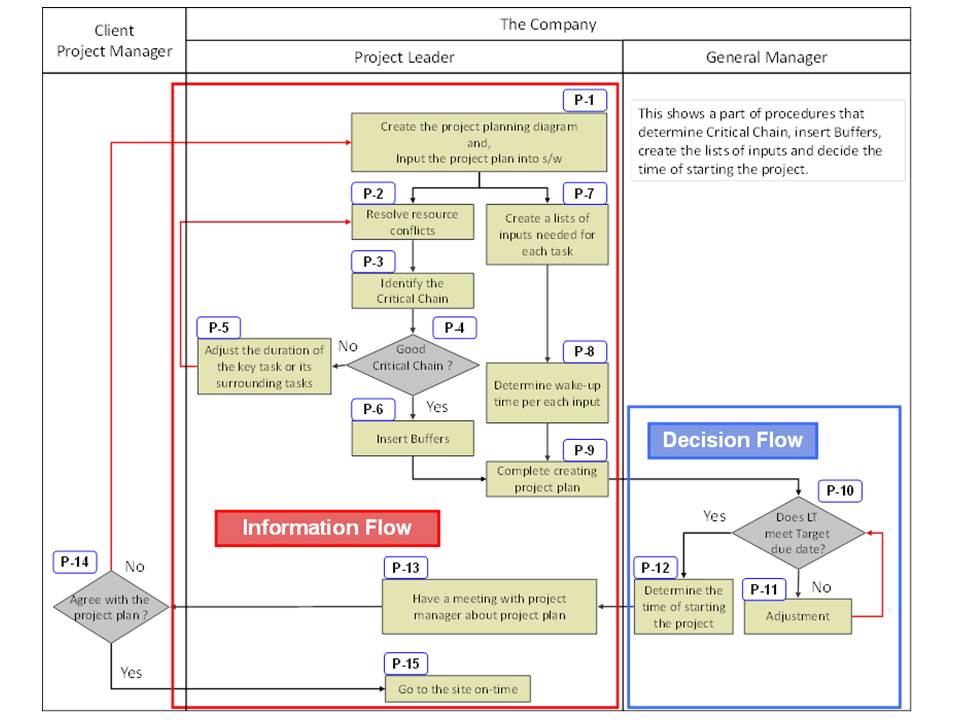
Figure 6: A part of procedures in the planning phase
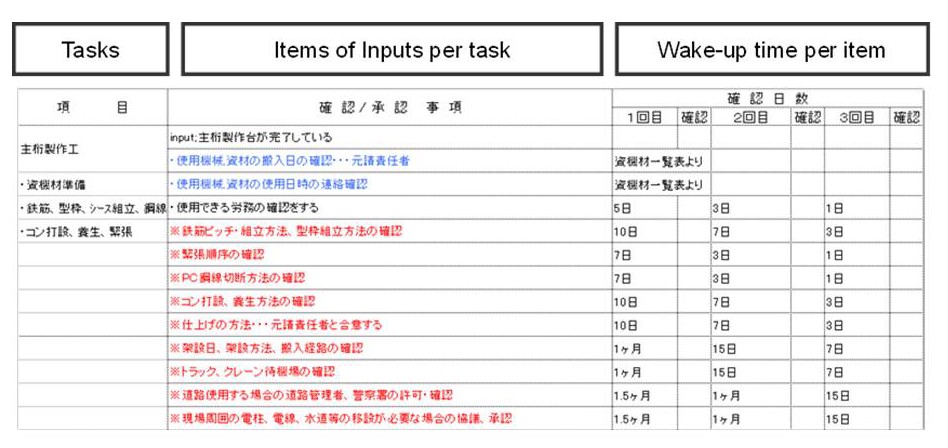
Figure 7: The actual lists of inputs
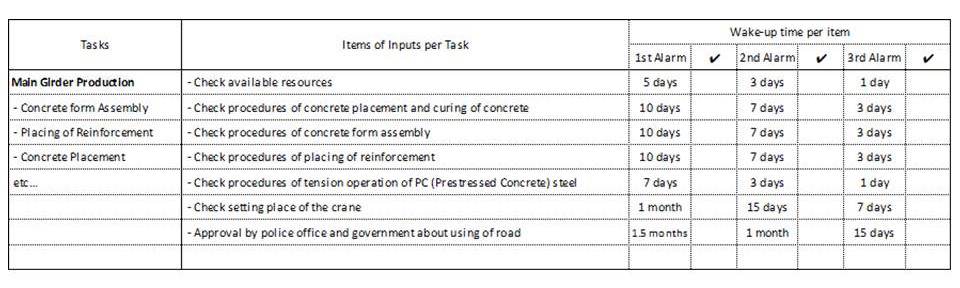
Figure 8: The actual lists of inputs
[P-8] Determine a wake-up time for each input.
Figure 6 shows the actual lists of inputs. In general, a project leader checks 3 times per each item.[P-9] After finishing [P-6] and [P-9], complete creating the project plan.
The general manager receives the project plan created by the project leader and makes “Decision Flow” decisions as follows:
[P-10] Make a decision whether the project lead-time will meet the target due date or not.
[P-11] If not, perform an adjustment according to the guideline as follows:
- Offloading available?
- Parallel-performing available?
- Additional resources available?
And so on…
After that, back to check the lead time [P-10], again.
[P-12] If yes, determine the time of starting the project.
A project leader receives the project plan approved by the general manager, and communicates with a project manager following “Information Flow”:
[P-13] To have a meeting with a project manager (the client) about the project plan.
[P-14] A project manager makes a decision whether or not he agrees on the plan.
If not, back to creating the project plan [P-1], again.
[P-15] If yes, a project leader goes to the site on the agreed upon start date.
Every project leader shares the quality project plan through the quality check process according to the above planning procedures. Due to this procedure, every project leader has a good working collaboration with their general manager. As a result, every project leader has confidence in their project plan. And, as a good project plan makes the meeting with a project manager more effective, communications with the client are improved.
Execution and Control Phase
Figure 7 shows a part of the procedure for assigning priorities to tasks/inputs/projects, allocating resources and taking recovery actions.
A project leader keeps track of the progress of “Information Flow” as follows.
[E-1] Ask workers for the remaining duration estimate, check the list of inputs.
[E-2] Check whether the item is available or not.
[E-3] If yes, put the check mark “OK” on the list.
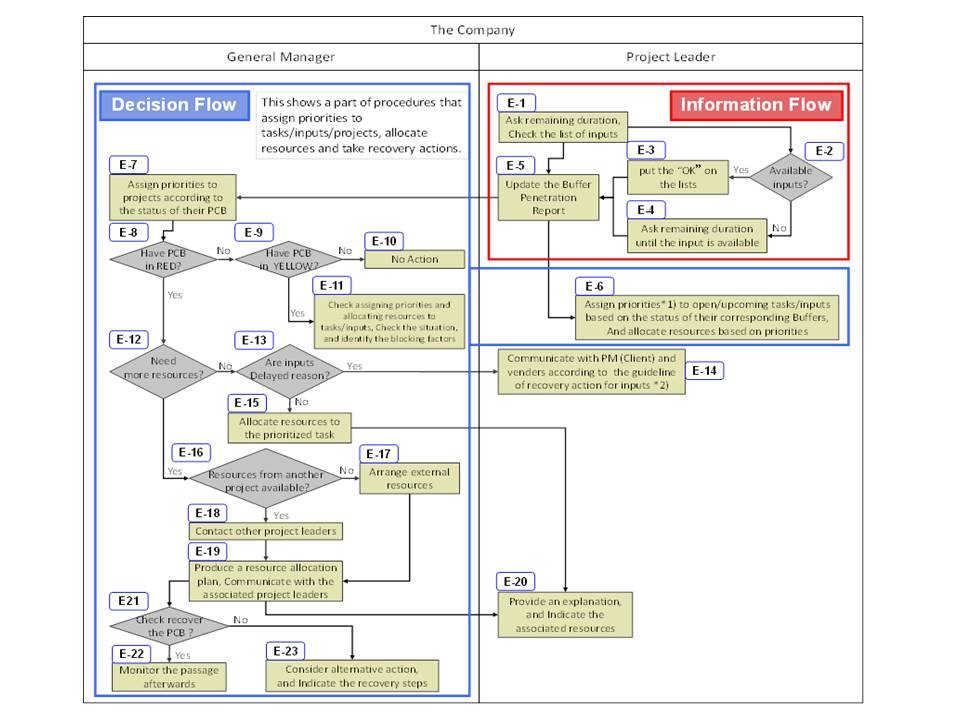
Figure 9: A part of procedures in the execution and control phase
[E-4] If not, ask the vendors and/or the project manager for their remaining duration estimate until the input is available.
[E-5] After finishing [E-1, 3 and 4], update the Buffer Penetration Report.
After that, a project leader makes a decision on his project according to “Decision Flow” as follows:
[E-6] To assign priorities to open/upcoming tasks and inputs based on the status of their corresponding Buffers status according to the guideline,
- To give a top priority to the task/input penetrating into the PCB –Project Completion Buffer.
- To prioritize other tasks/inputs according to the percentage of penetration into the corresponding FBs.
- And allocate resources based on priorities.
Meanwhile, the general manager receives the Buffers Status Report from all project leaders three times per week, and makes a decision according to “Decision Flow” as following:
[E-7] Assign priorities to all projects according to the status of their PCB.
[E-8, 9] Check what the status of PCB is.
[E-10] If the status of PCB is GREEN, do not take any actions.
[E-11] If the status of PCB is YELLOW, check assigning priorities and allocating resources to tasks/inputs, check the situation, and identify the blocking factors.
[E-12] If the status of PCB is RED, make a decision to put more resources.
[E-13] If more resources are not needed, check whether inputs are delayed or not.
[E-14] If yes (inputs are delayed), a project leader must discuss the situation with a project manager (Client) and vendors according to the guideline as follows:
The project leader arranges:
- To negotiate with vendor again.
- To request partial delivery.
- To change to another vendor.
And so on…
[The project manager (client) arranges:]
- To report current status of the progress and discuss with the project manager about recovery actions.
[E-15] If not (inputs are not delayed), allocate resources to the prioritized task, and provide clear direction to the project leader.
[E-16] If yes (more resources are needed), check whether or not more resources are available from other projects.
[E-17] If not (resources from other projects are not available), arrange for external resources.
[E-18] If yes (resources from other projects are available), contact the project leader.
[E-19] After that, produce a resource allocation plan, and communicate with the associated project leaders.
[E-20] Each project leader receives a clear direction [E-15, 19] from the general manager. An explanation is provided and the associated resources are identified.
On the other hand, the general manager checks as follows:
[E-21] Check whether the status of PCB is recovered or not.
[E-22] If yes continue to monitor the passage afterwards.
[E-23] If not, consider alternative action and indicate the recovery steps.
In the execution and control phase, according to the procedure, every project leader is able to have appropriate support such as checking the priority of tasks/inputs and recovery action from the general manager whenever needed. Then, every project leader has good collaboration with the general manager. As a result, every project leader has confidence about the management of their own project. And, they are able to gain the trust of the project manager.
- Results
Subjective assessment
We interviewed all of the managers of the company about the changing points according to a comparison between before implementing CCPM – “Before” and after implementing CCPM – “After”. Figure 8 shows the subjective assessments of delivery, costs and quality. Every item is improved.
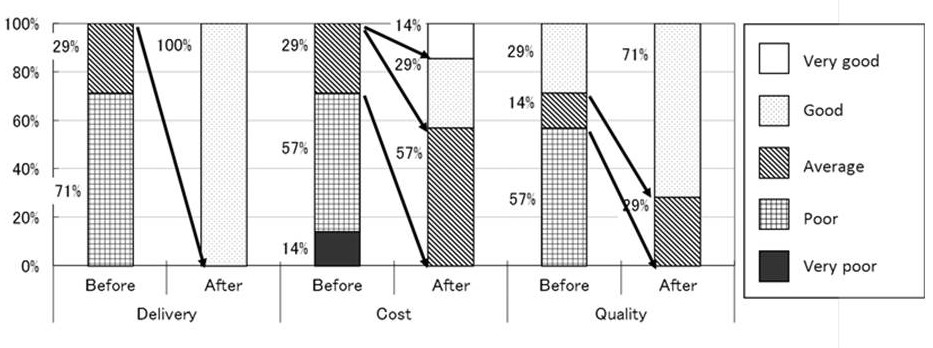
Figure 10: Subjective Assessments
Objective assessment – Operational results
We analyzed delivery and costs according to comparison between “Before” and “After”. The number of “Before” target projects is 17 projects, and “After” target projects is 18 projects. Figure 9 shows the specific operational results of delivery and profit.
We verified DDP (Due Date Performance) and Project lead-time as delivery. Some of the operational results are as following:
- The due date performance improved from 52.9% to 94.4%.
- The average project lead-time shrank from 119 days to 96 days – reduced by 18.3%.
- The gross profit ratio improved from 2.8% to 15.9%.

Figure 11: Objective Assessment – Operational Results
Financial result
Figure 12 shows the achieved financial result compared to the industry average. After implementing CCPM, the net profit ratio of the company has been improved year by year from 0.40% in 2006 to 4.35% in 2008. By comparison, the industry average net profit ratio decreased year by year from 0.52% in 2006 to -1.30% in 2008 [11]. The president of the company said that reliability had increased due to improved communication with clients.
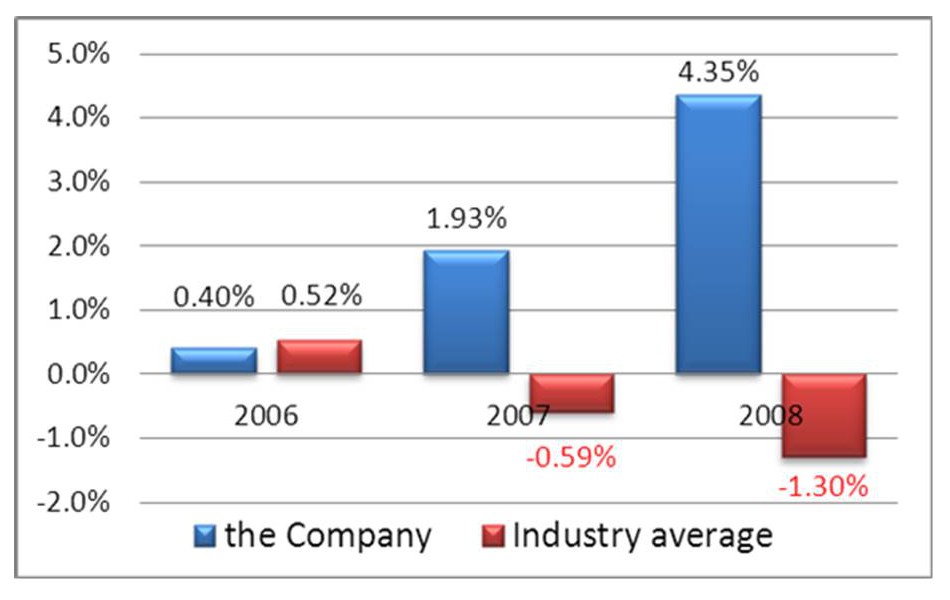
Figure 12: Objective Assessment – Financial Results
- Conclusion
Through the case study, in order to continue the use of CCPM, several important points are noted: The “Information Flow” and “Decision Flow” should be translated into clear procedures with the deployment flow chart. For roll-out of procedures, we have to build a consensus with the relevant people – project leaders, general manager and top management.
The important issue to deal with is the gap and frequent conflicts between the Gemba (frontline managers such as project leaders and supervisors) and top management.. From the Gemba point of view, when they ask the top management to help, they frequently get the answer “do your best”. It leads to Gemba’s mistrust of the management. On the other hand, from the managerial side’s point of view, Gemba always calls for expensive actions. It leads to the managerial side’s mistrust of Gemba.
The Gemba and the top management have the same objective – managing projects better! However, they do not have a way to understand each other’s views, which brings mutual mistrust. Understanding the procedures and guidelines leads to gaining mutual trust.
Basically, project leaders or project managers have a lot of experience and skills to manage projects effectively. However, in some cases project leaders or project managers need support from the upper management. In public works, Gemba and top management are located geographically far from each other. So, it is likely that the top management will have a lot of difficulty providing timely support to the projects under their responsibility. CCPM provides information clearly and quickly from the Process Flow or flow of the project. However, if the management do not give timely support, then project leaders and project managers stop sending the information. It is not due to the lack of the ability of individual managers but due to the lack of tangible managerial procedures and guidelines. Establishing managerial procedures and guidelines are a critical success factor in executing CCPM and ensuring a good collaboration within a company because they create the bridge between Gemba and top management.
Reference
- MLIT(Ministry of Land, Infrastructure and Transport): Prospect of construction investment in fiscal 2010, Outline and the gist, 6
- Research Center for Land and Construction Management, National Institute for Land and Infrastructure Management, MLIT: Guideline for Value Engineering at the Design Phase, 2004.4
- MLIT: Report on the Introduction of Design-Build System into Public Works in Japan, Committee on the Introduction of the Design-Build System, 2001. 3
- Takasaki H., Yamaguchi S., Yuasa Y., Isobe T., Murakami S., Miura T.: A Study on project management applied for civil engineering field, Journal of geological engineering, No.721, pp.153-165, 2002.12
- Research Center for Land and Construction Management, National Institute for Land and Infrastructure Management, MLIT: Interim report about construction management system to support local offices of MLIT, 2006.9
- MLIT : About implementation of One-day Response, 2007.3
- Kishira, Y.: A case study of reengineering public works management at a Japanese government ministry through a “P2M” based program and project management method, ProMAC, 2006.11
- Kochi Prefecture, Public Works Dep.: One-day Response project,4
- Aoyama H.: A case study for Meishi National Highway Office MLIT, Win-Win-Win Public Work International Conference 2008, 2008.11
- Goldratt Schools : Project Management The TOC Way, 2010
- West Japan Construction Surety Co.,Ltd.: Financial data in construction industry in fiscal 2010, http://www.wjcs.net/shihyo/img/keieishihyo.pdf, 2011
All materials available on the TOCPA site are the intellectual property of their authors and cannot be reproduced in any other media and used for any purposes without the prior permission in writing of the authors.
Comments to the article are below the Table of Contents
11. Aligning People with Managing Production Flow (Ryoma Shiratsuchi)
10. Article on Viable Vision (Gerald Kendall)
9. Using Agile Techniques in Critical Chain Project Management (John Muncaster)
8. Building Consensus with Stakeholders (Keita Asaine)
7. Applying manufacturing flow theory to construction management (Stratton, Koskela, AlSehaimi and Koskenvesa)
6. TOC in Remanufacturing or Chasing Muda (John Darlington)
5. Project management in a hospital: From chaos to success (Hans Steenpoorte and Michel Stijlen)
4. Whatever We Do or Say Is for a Purpose: The Role of Communications in Change Management. Part 2 (Jelena Fedurko)
3. Whatever We Do or Say Is for a Purpose: The Role of Communications in Change Management. Part 1 (Jelena Fedurko)
2. Together: TOC and Lean (Oded Cohen)
1. Failures in the High Street (Martin Powell)
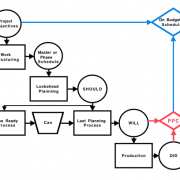
7. Applying manufacturing flow theory to construction management (Stratton, Koskela, AlSehaimi and Koskenvesa)
We are continuing to publish a new book Theory of Constrains in Practice from the TOC Strategic Solutions Library. It is a collection of cases and articles by TOC experts and practitioners from all around the world sharing their knowledge and experience gained in TOC implementations.
This chapter belongs to a collection of vintage articles written by leading TOC practitioners. It was first published in 2010.
Stratton et al., 2010. Applying Manufacturing Flow Theory to Construction Management. Proceedings of the Interantional European Operations Management Association Conference Porto, Portugal.
The authors:

Dr. Roy Stratton is Associate Professor on Operations and Supply chain Management at Nottingham Trent University in the UK. His research into managing flow in complex environments extends across healthcare and construction environments. He runs an MSc in Theory of Constraints.
Nottingham Trent University, Nottingham, NG1 4BU, UK
 Professor Lauri Koskela is Professor of Construction and Project Management at the University of Huddersfield in England. He is a founding member of the International Group for Lean Construction, and has contributed to the theory of Lean Construction.
Professor Lauri Koskela is Professor of Construction and Project Management at the University of Huddersfield in England. He is a founding member of the International Group for Lean Construction, and has contributed to the theory of Lean Construction.
The University of Salford, Salford, M5 4WT, UK
 Dr. Abdullah Alsehaimi is a head of civil engineering department, college of engineering in Yanbu, Taibah University, Saudi Arabia. He is also the general supervisor of the medical city projects – a teaching hospital (400 bed) and medical colleges which all under construction.
Dr. Abdullah Alsehaimi is a head of civil engineering department, college of engineering in Yanbu, Taibah University, Saudi Arabia. He is also the general supervisor of the medical city projects – a teaching hospital (400 bed) and medical colleges which all under construction.
A.O.Alsehaimi@pgr.salford.ac.uk
The University of Salford, Salford, M5 4WT, UK
Anssi Koskenvesa is a Finnish entrepreneur, trainer and researcher in the field of construction production and production planning. He has been involved in Lean Construction since 1993 and a founding member of the International Group for Lean Construction.
Tampere University of Technology, Tampere, Finland
Abstract
Both lean and Theory of Constraints (TOC) applications are now commonly reporting success in the application of flow concepts to construction management, namely, lean construction and Critical Chain Project Management (CCPM). Both approaches are concerned with improved flow through synchronization and reduced waste, but the means by which this is achieved are distinctly different. This paper reports on the conceptual similarities and distinctions of CCPM and lean construction based on secondary sources together with separate case and action research studies previously published by the authors.
Keywords: Critical Chain, Lean Construction, Last Planner
Introduction
Theory in operations management has undergone significant change in the past 40 years with a shift from an economic cost-based view to one emphasizing flow and the drive to continually eliminate waste and manage variability. The emphasis on variation and waste reduction are most notably associated with Deming (1982), Ohno (1988) and Womack et al. (1990) and now the term Lean. Whereas the strategic management of variation and uncertainty emerged with Skinner (1974), Hill (1985) and more recently Goldratt (1990) and Hopp and Spearman (2000) who more explicitly use the concept of variability buffering.
This shift in manufacturing thinking has not been so evident within the largely separate operations field of project management, where the underlying theoretical basis for project planning and control remains largely cost focused and has not significantly changed in over 50 years. For example, it has been long acknowledged that the planning and control tools, such as network planning and scheduling, do not effectively supported project management generally, and construction management in particular, with Fondahl’s (1980) experience remaining common today.
‘All too often, however, only the original plan and scheduling data are ever produced. They continue to cover the office wall long after they are obsolete and bear little resemblance to the current progress of the job.’
(Fondahl, 1980).
This paper attempts to bring together two independent developments in project/construction management that address this issue by translating manufacturing flow concepts into the field of construction management, namely Lean Construction (LC) and Critical Chain Project Management (CCPM).
- The International Group for Lean Construction (IGLC) was formed in 1993 and although Lean Construction embodied the flow and continuous improvement principles of lean manufacturing, few of the associated manufacturing tools were applicable. Hence, practical approaches emerged and today best practice is closely associated with Last Planner (Ballard, 1994) which will form the basis of this paper’s interpretation of lean construction (Koskela and Ballard, 2006).
- CCPM (Goldratt, 1997) is a natural development of the Theory of Constraints (TOC) approach to managing flow in manufacturing, entitled Drum, Buffer, Rope (DBR) (Goldratt, 1990). CCPM, like DBR, utilizes time buffers to synchronise uncertain activities and is centred on flow rather than cost control. Over the years this approach has been refined and this paper’s interpretation of CCPM is based on the CCPM Strategy and Tactics tree (Goldratt, 2007) developed to support the implementation process.
Specific questions to be addressed in this paper are:
- How and why do the conceptual approaches work?
- What evidence is there to support the claimed benefits?
- How and why do these two approaches theoretically relate?
- What are the wider implications for construction and project management?
In addressing these questions the authors have drawn on both secondary sources and their primary case and action research knowledge of such implementations (AlSehaimi et al., 2009; Koskenvesa and Koskela, 2005; Stratton, 2009).
How and why do the conceptual approaches work?
The main features of LP and CCPM are outlined below with a theoretical explanation.
Last Planner
The Last Planner system (LPS) was developed piecemeal, in response to the discovery of additional functions needed in order to manage the problem of work flow variability. This can be classified as follows: Ballard (2000)
- Firstly, by incorporating ‘look ahead planning’ and the ‘make-ready’ process, construction managers are able to ensure that materials, information and equipment are available.
- Secondly, it allows for filtered planned activities through the weekly work planning procedure, thus making sure that the preceding activities have been completed.
- Thirdly, it secures the voluntary and reliable commitment of the workforce by the leaders of the work teams involved.
Moreover the important role of the Last Planner tool is to replace optimistic planning with realistic planning by evaluating the performance of workers based on their ability to reliably achieve their commitments.
The concept of the Last Planner System has five main integrated elements (Ballard and Howell, 2003; Mossman, 2007), namely, master planning, phase planning, look ahead planning, weekly work planning and percent plan complete.
- Master Plan is a general plan that identifies all the work packages for the whole project showing the main activities, their duration and sequence. The aim is to bring all the major actors together early in the process where assumptions are tested and best practice agreed on.
- Phase Planning is about dividing the master plan into various phases to develop more detailed work plans and provide goals that can be considered targets to the project team. Phase planning similarly involves representatives of all organizations in order to develop a more detailed work plan for the different parties (contractor, subs, client, consultant, suppliers, etc) involved in the phase.
- Look Ahead Planning is about making tasks ready so that they can be done when the right time comes. The objectives of look-ahead are to reduce uncertainty, identify and eliminate constraints to achieving the project objectives in the look-ahead period, which typically varies from 4-8 weeks. ‘Making ready’ ensures that tasks are ready for production when required, thereby reducing waste in time, materials and equipment.
- Weekly Work Plan (WWP) is the collaborative agreement over the production tasks to be completed within the next week. WWP is produced based on look ahead planning where efforts should be made to defined what will be done given the resources available. The purpose of the weekly meeting is to communicate progress, plan the following week and make ready for the future. This helps to explore any inter-dependencies between resources, access, and equipment. The WWP meeting covers the weekly plans, safety issue, quality issue, resources, construction methods, and any problems that occur in the field.
- Percent Plan Completed (PPC) & analysis of reasons for non-completed tasks. This is about improving the project planning by continual assessment and learning from failure. PPC is a measure of the proportion of promises made that are delivered on time. Having measured the PPC it is then necessary to identify reasons for non-completion, and tracing reasons back to root causes that can be eliminated to prevent repetitions. Additionally, over time PPC statistics show where more attention should be paid to yield better results. This in turn can assist improving the learning process over the project period and over projects.
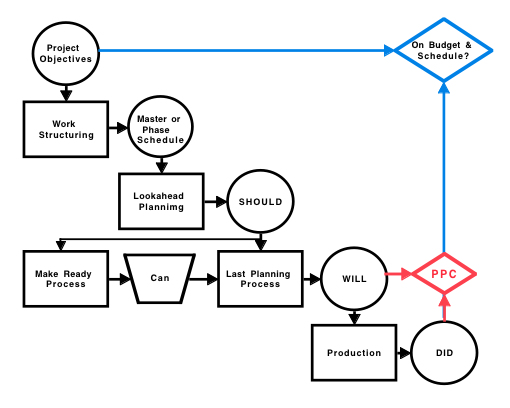
Figure 1 The Last Planner System (LCI, 2001)
In the Last Planner System the sequences of implementation of the above mentioned elements set up an efficient planning framework through a pull technique. This is summarized in Figure 1 as Should, Can, Will and Did which are the key terms in the weekly work plan (Ballard, 2000). Should reflects the preferred priority, Can what is possible now given availability, Will the commitment and Did what was achieved and reported by percentage planned completed (PPC). Traditional practices do not consider a difference between what Should, Can, and Will be done, the assumption being that pushing more tasks will result in better results. The general idea is that in order to obtain an even workflow, a weekly work planning and a careful monitoring of the plan performance is needed. This takes place through the weekly plan, prepared on site and as close as possible to the week in question. The weekly plan defines what Will be done and PPC tells what Did get done.
Critical Chain Project Management
A central driver for adopting CCPM is enabling more predictable and shorter project lead times. The argument is that this not only will enhance time-related order-winning criteria but will also reduce cost and improve adherence to specification. The main conceptual elements and distinctive features of CCPM relate to planning, execution and improvement as detailed below (Goldratt, 2007).
Project planning
- CCPM takes account of resource as well as precedence dependencies in determining the project duration. This is termed the critical chain. In Figure 1, the critical path would be denoted by activities 1-3-4, whereas in CC it is denoted by 1-3-2-4 due to common resource B. In such cases, the critical chain is shown to be longer than the critical path and all four activities need to be managed accordingly.
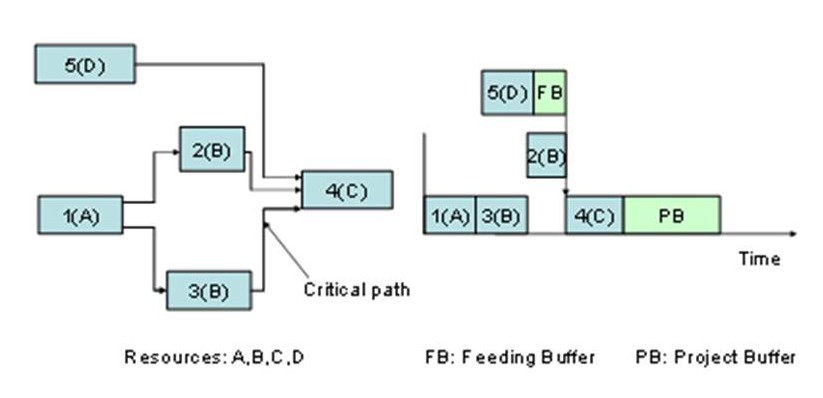
Figure 2 Network diagram (left) and critical chain schedule showing buffers (right) (Stratton, 2009)
- CCPM introduces the concept of project and feeder time buffers to accommodate the effective management of buffer time that is commonly wasted at the activity level when managed locally. The project buffer is located at the end of the project to protect the critical chain, and feeder buffers isolate activity sequences with float from the critical chain (see Fig.2). Thus, such buffers enable aggregation of the buffer time as well as better control, enabling both shorter and more controllable lead times. In establishing these buffers, the proposed start point is to halve existing activity times and put half of the remainder into the aggregated buffer. Therefore, the buffer is equal to a third of the activity and buffer combination (see Fig.2 for illustration).
- When planning in a multi-project environment, CCPM advocates staggering the release of projects around a designated resource that acts as a drum. This is used to ensure flow and avoid too many open projects that result in excessive multi-tasking and missed due dates.
Project execution and continuous improvement
- Task completion reporting
It is common practice for activity times to be reported in terms of work done, an economic measure that is often only formally reported weekly or even monthly. With CCPM the remaining time to complete the activity is reported on a much more frequent basis – ideally daily.
- Provide visibility of upcoming tasks
As there are no intermediate task dates in the planning system the task-time-remaining data provides advanced notice of upcoming tasks (this has previously been referred to as a resource buffer).
- Current and upcoming tasks are monitored in line with priorities to ensure tasks are effectively progressing.
In the more complex multi-project environment, there are many in-progress tasks competing for a resource provider’s time. In CCPM they are prioritised in terms of the ratio of critical chain completion and buffer consumption, commonly using green, yellow and red priority colour codes. Upcoming tasks are also displayed, indicating their relative priority as well as the projected time when these tasks are expected to become available to that resource.
- Buffer consumption is monitored daily by the project manager and recovery action taken where necessary.
Consumption of the buffer indicates a task is exceeding the ambitious time and that the task manager may need assistance. Action at the project level may be needed to recover a situation.
- Senior managers monitor the status of all projects and take action where necessary.
At this level, the priority status of all projects is reviewed periodically to monitor and address higher level programme recovery.
- Reasons for delay are monitored and provide focus for improvement.
The relevant reasons for delay are extracted to focus improvement activity.
The planning and execution steps form the core of the CCPM approach but are not sufficient on their own. Pre planning steps involve reducing the number of live projects and ensuring that pre kitting is complete before a project is allowed to start.
What evidence is there to support the claims?
Objective support for the value of these two approaches can be both empirical and theoretical, as reported below.
Last Planner
The reported benefits, for all parties involved in construction projects, deriving from the implementation of Last Planner go beyond the initial theoretically justified benefits. These empirically observed benefits include: improved planning efficiency and reliability, improved productivity, improved plan reliability, more accurate prediction of resources, reduced uncertainty, preparation of team members to be in collaboration, enhanced learning process by continuous assessment, improved work quality and safety, and thereby reduced duration and cost of projects, promotion of other development work such as risk management, and facilitated implementation of organisational change and continuous improvement. These benefits are evident in many case studies reports and research papers across several countries (Ballard, 1994; Ballard and Howell, 2003; Kim and Jang (2005); Koskenvesa and Koskela, 2005; Mossman, 2007; Alsehaimi et al., 2009; Ballard and Howell, 1997; Koskenvesa and Koskela, 2005; Fiallo and Revelo, 2002; Ballard, 1999; Ballard et al., 1996; Junior et al., 1998; Thomassen et al., 2003).
Critical Chain Project Management
Case and survey research into the application of CCPM are still very limited. However, one measure of the level of interest in CCPM is the availability of CCPM-capable project management software. There is a growing range of software systems claiming to be CCPM-capable ranging upward in price from $250.
Realization the suppliers of the Concerto CCPM software has published customers’ case studies which include ABB, Delta, Boeing, US Marine Core Base, Lucent Technologies, Hewlett Packard and US Air Force Warner Robins Air Logistics Centre (Concerto Case Studies, 2010). Realisation has also been closely involved in the development of Goldratt’s (2007) Strategy & Tactic implementation guide, and the software is closely aligned with it. Using the Realisation Website (Concerto case studies, 2010) data, typical benefits include: reduced lead time by 25%; delivery performance increased to 90+%; and increased throughput by 20% with the same resource. Of these few have been formally published with one prominent exception, Warner Robins Air Logistics Centre (Srinivasan et al., 2007), where they implemented CCPM to reduce repair turnaround time on C-5 Galaxy transport aircraft.
In the construction sector, Stratton (2009) reported case research into a pilot implementation of CCPM using the strategy and tactics advocated by Goldartt (2007) in a multi project environment. This implementation was shown to follow the prescribed guidance with significant improvements in delivery performance and cost across 4 projects.
The use of CCPM on public works programmes in Japan since 2004 (Kishira & Ohara, 2005) has recently been expanded nationally through the Japanese government public works programme (Stratton, 2009) with reductions in duration averaging 20% and cost 7%.
CCPM has also been reviewed critically from a theoretical standpoint and the issues raised may be classified as follows.
- Originality – Numerous authors have acknowledge the approach (Newbold, 1998; Leach, 1999; Steyn, 2001, Herroelen, W. and Leus, R. 2001) but others question the originality. Trietsch (2005) is most critical in this area but does not question the contribution of the overall approach as does Raz et al. (2003).
- Oversimplification – Several authors (Raz et al., 2003; Elton and Roe, 1998) argue the approach brings more discipline but raise reservations over downplaying the traditional importance of personal project management skills.
- Paradigm change / over complication – Lechler et al. (2005) acknowledges the clear benefits but highlights the challenge in adopting a different mindset and suggests it could explain some failures. They suggest a CCPM-lite version that would not have feeder buffers (p56).
- Pipeline scheduling – Raz et al. (2003) question the stability of a bottleneck resource within a multi-project environment, as does Trietsch (2005). This is now acknowledged by Goldratt (2007) who now argues any limiting resource is likely to move, and the real issue in projects is not resource constraints but synchronization.
- Buffer sizing – The introduction of buffers is widely acknowledged as a positive step in providing a means of managing uncertainty. Several authors raise question over the sizing of buffers and it needs to be acknowledged that there is no scientific basis for the buffer sizing.
Summary
Both LP and CCPM have been used productively over many years by practitioners but the nature of the environment makes the gathering of empirical research evidence difficult. CCPM has drawn more academic interest because of its broader application to project management and clear challenge to established project management practice and underlying theory. In both cases the value of the approach is supported by theoretical argument.
How and why do these approaches theoretically relate?
The review of LP and CCPM has clarified how these distinct approaches can be related to both reducing and managing variation and uncertainty. As with lean and TOC manufacturing, LP emphasizes waste reduction and CCPM the management of variability and uncertainty. It is, however, interesting to note how CCPM was a natural extension of DBR as both use time buffers. Whereas, LP represents a more radical departure form lean manufacturing. This may be explained by considering the strategic needs across the operations spectrum from project to line and the respective emphasis of managing and reducing variability. This might explain why LP elements could not be readily transferred from lean manufacturing whereas CCPM is more of a natural extension of DBR.
Planning
A clear distinction in these two approaches is the planning scope between Last Planner and CCPM. As the name suggests LP looks ahead up to 6 weeks to indentify what Should be done and ‘made ready’ but the main focus is on the detailed day to day planning over one to two weeks where what Should be done is reconciled with what Can be done (Fig 1) in establishing commitments about what Will be done. The LP system does not significantly contribute to longer term planning, giving little guidance on how to structure the master and phased plans.
CCPM conversely, encompasses the overall project plan, but does not address the day to day detailed planning. It is interesting to note that the S&T guide (Goldratt, 2007: 5,13,1) stresses the importance of the task activities not being too small (ie greater than 2% of the project lead time). This is to facilitate the control process and acknowledges the need to devolve the detailed planning to local decision making.
CCPM now embraces multiple project planning and the ongoing development of the approach is clearly evident in that a virtual drum is now advocated as a basis for staggering projects (Goldratt, 2007:15,13,3).
Execution
A key measure in LP is the percentage planned activities completed and this is
dependent on reducing uncertainty and coordinating activities in completing what is agreed on a weekly basis. Where the Should activity cannot be completed, a less critical substitute activity is prepared to ensure the resource is not idle.
In CCPM the control focus is on the ratio of consumption of the project buffer to completion of the critical chain and, therefore, the emphasis is on timely completion, hence prioritizing the Should over the Can activities. Although there is no formalized weekly planning meeting as in LP, the expectation is that projected activity completion dates are reported on a daily basis, although twice a week is possibly more realistic (Stratton, 2009). This, therefore, informs all involved of the status, as well as the priority of different activites, together with the significance of any delay. This status is then used to expedite activities or escalate additional resource requirements as required.
Improvement
LP as with lean is geared towards reducing waste and the associated uncertainty. A key feature of the weekly meetings is collecting information on the reasons for not achieving planned completions and targeting improvement. Although this was not originally part of CCPM this capability has recently been incorporated in some CCPM software and is key feature of the CCPM guide.
What are the wider implications for construction and project management?
Both systems address the need to plan and control in a highly uncertain environment:
- LP though pragmatic and collaborative planning focusing on the immediate actions.
- CCPM developing more formalized means of managing the uncertainty at the aggregate planning rather than detailed planning level.
This paper has helped clarify that the lean and TOC philosophies compliment each other and need to be reflected in any flow management systems. It is clear that both LP and CCPM have evolved to encompass common elements as in the case of CCPM embracing ‘make ready’ and targeted improvement. Although these approaches have been used in construction management for many years there development appears to be largely independent and the authors there is much potential in exploring their integration.
Although flow theory is clearly applicable to construction management more structured research is needed to verify these benefits and practically integrate the associated management and reduction of variation and uncertainty.
Conclusion
Generally, the starting point of development has a dominant impact on the initial nature and scope of the two approaches: Last Planner and Critical Chain. The LP method was developed in a design science research manner, to alleviate the practical problems of construction teams (Koskela and Ballard, 2006), whereas CCPM originated from an attempt to rectify shortcomings in the Critical Path Method, extending the TOC manufacturing application of time buffering. Traditional project management, as in the Critical Path Method (CPM), is based on a transformation concept of production. In this concept, the basic unit of analysis, the task, is atemporal and mutually independent except precedence relationships. The CPM procedure then finds the best order and timing of these tasks. Both CCPM and LP subscribe to flow conceptualization, which addresses how work actually flows, in time, through different stages of the project. However, these two methods pick up different foci in flow: CC operates through aggregated buffers, whereas LP endeavours to reduce the cause of buffers: variability. It is clear some of these distinctions have already diluted as the approaches have evolved in the same direction.
References
Alsehaimi A., Tzortzopoulos P. and Koskela L. (2009). “Last Planner System: Experiences from Pilot implementation in the Middle East”, Proceedings of the 17th IGLC conference, Taipei, Taiwan, July.
Ballard, G. (1994), “The Last Planner”. Spring Conference of the Northern California Construction Institute, Monterey, CA, April 1994.
Ballard, G. and Howell, G. (1998). “Shielding Production: Essential Step in Production Control”, Journal of Construction Engineering and Management, Vol. 124, No1, pp. 11-17.
Ballard, G. (2000). “The Last Planner System of production control”, PhD thesis, University of Birmingham, Birmingham, UK.
Ballard, G., and Howell, G. (2003). “An update on Last Planner.” Proceedings of 11th IGLC Conference, Blacksburg, VA.
Ballard, G., Tommelein, L., Koskela, L. and Howell, G., 2002. “Lean Construction Tools and Techniques”, in Best, R., and De Valence, G (Eds): Design and Construction: Building in Value. Butterworth-Heinemann, Oxford, pp. 227-255.
Concerto case studies (http://www.realization.com/) (accessed 24th March 10)
Deming, W.E., 1982. Quality, Productivity and Competitive Position. Cambridge, MA: MIT Press.
Elton, J., Roe, J., 1998. “Bringing Discipline to Project Management”. Harvard Business Review, March-April, pp. 53-159.
Fiallo, C. and Revelo, V. (2002). “Applying LPS to a Construction Project: A Case Study in Quito, Equador”, Proceedings of the 10th IGLC Conference, Gramado, Brazil.
Fondahl, J., 1980. “Network Techniques for Project Planning, Scheduling and Control”, in: Frein, J. (Ed.), Handbook of Construction Management and Organisation, Van Nostrand Reinhold, NY, pp. 442-471.
Goldratt, E.M. (1990), The Haystack Syndrome: sifting information from a sea of data. North River Press, Cronton-on-Hudson, NY.
Goldratt, E.M., 1997. Critical Chain. North River Press, MA.
Goldratt, E.M., 2007. Viewer Notebook: The Goldratt Webcast Program on Project Management – the strategy and tactics tree for projects 4.7.1. Goldratt Group Publication.
Herroelen, W. and Leus, R. 2001. “On the merits and pitfalls of critical chain scheduling”, Journal of Operations Management, Vol. 19, pp. 559-577.
Hill, T., 1985. Manufacturing Strategy. London: Macmillan Education.
Hopp W.J., and Spearman, M.L., 2000. Factory Physics. 2nd Ed., Singapore: McGraw Hill.
Howell, G. (1999). “What is Lean Construction-1999”, Proceedings of 6th IGLC Conference, California, Berkeley, 26-28 July.
Junior, A., Scola, A., and Conte, A. (1998). “Last Planner as a Site Operations Tool”, Proceedings of the 6th IGLC Conference, Guaruja, Sao Paulo, Brazil.
Kim Y. and Jang J. (2005), “Case study: An application of Last Planner to heavy civil construction in Korea”, Proceedings of 13th IGLC conference, Sydney, Australia, July 2005.
Kishira, Y., and Ohara, S., 2005. “Implementation of P2M for Public Construction and Analysis of the Results”. Proceedings of PM FORUM, July/August.
Kostella, L and Ballard, G., 2006. “Should project management be based on theories of economics or production?” Building Research and Information , Vol. 34, No. 2, pp. 154-163.
Koskenvesa, A. and Koskela, L. (2005). “Introducing Last Planner: Finnish Experiences”, Proceedings do the CIB Symposium, Helsinki, Finland.
Leach, L.P., 1999. “Critical Chain Project Management Improves Project Performance”, Project Management Journal, June, pp. 39-51.
Lechler, T.G., Ronen, B., Stohr, E.A., 2005. “Critical Chain: A new project management paradigm or old wine in new bottles?”, Engineering Management Journal, Vol. 17, No.4, pp. 45-58.
LCI, 2001. Lean construction institute. http://www.leanconstruction.org/
Mossman A. (2007), An Introduction to Lean Construction and Last Planner, workshop manual, available at (http://www.leanconstruction.org/) (accessed 25th March 10)
Newbold, R.C., (1998). Project Management in the Fast Lane – applying the theory of constraints. St Lucie Press.
Ohno, T., (1988). The Toyota Production System; Beyond Large-Scale Production. Productivity Press, Portland, Origan.
Raz, T., Barnes, R., Dvir, D. (2003) “A Critical Look at Critical Chain Project Management”. Project Management Journal. Dec, pp. 24-32.
Skinner, W., (1974), “The Focused Factory”, Harvard Business Review, May-June, pp113-21.
Srinivasan, M.M., Best, W.D., and Chandrasekaran, S., (2007), “Warner Robins Air Logistics Centre Streamlines Aircraft Repair and Overhaul” Interfaces, Vol. 37, No. 1, pp. 7-21.
Steyn, H., (2000), “An Investigation into the Fundamentals of Critical Chain Project Scheduling”, International Journal of Project Management, Vol. 19, pp. 363-369.
Stratton, R., (2009). “Critical Chain Project Management – Theory and Practice”. Journal of Project Management and Systems Engineering, TOC Special Issue, Vol 4, pp. 149-173.
Thomassen, M., Sander, D., Barnes, K., and Nielsen, A. (2003), “Experience and results from implementing lean construction in a Large Danish contracting firm”, Proceedings of the 13th IGLC Conference, Virginia, USA.
Trietsch, D., (2005), “Why a Critical Path by Any Other Name Would Smell Less Sweet?” Project Management Journal, 36(1), 27-36.
Womack, J.P., Jones, D.T, and Roos, D., (1990), The Machine that Changed the World, Macmillan, NY.
All materials available on the TOCPA site are the intellectual property of their authors and cannot be reproduced in any other media and used for any purposes without the prior permission in writing of the authors.
Comments to the article are below the Table of Contents
11. Aligning People with Managing Production Flow (Ryoma Shiratsuchi)
10. Article on Viable Vision (Gerald Kendall)
9. Using Agile Techniques in Critical Chain Project Management (John Muncaster)
8. Building Consensus with Stakeholders (Keita Asaine)
7. Applying manufacturing flow theory to construction management (Stratton, Koskela, AlSehaimi and Koskenvesa)
6. TOC in Remanufacturing or Chasing Muda (John Darlington)
5. Project management in a hospital: From chaos to success (Hans Steenpoorte and Michel Stijlen)
4. Whatever We Do or Say Is for a Purpose: The Role of Communications in Change Management. Part 2 (Jelena Fedurko)
3. Whatever We Do or Say Is for a Purpose: The Role of Communications in Change Management. Part 1 (Jelena Fedurko)
2. Together: TOC and Lean (Oded Cohen)
1. Failures in the High Street (Martin Powell)
6. TOC in Remanufacturing or Chasing Muda (John Darlington)
A Case Study in TOC and Lean Enterprise Application
This chapter belongs to a collection of vintage stories that are worth telling as they are still relevant for today as they were twenty and thirty years ago. The author brings here his experience of combining TOC, ST Point software (version of OPT) and Lean. The article covers experience of five years (1994-1998).
 John Darlington
John Darlington
John Darlington is a management consultant specialising in TOC & Lean applications applying the principles across the entire enterprise, from design to delivery.
John worked for AlliedSignal Turbochargers from 1986 – 1999. During this time, he held a variety of roles including Financial Director, IT Manager and Plant Manager. John is qualified in TOC, Lean, Six Sigma and Kaizen. John led the systematic introduction of Improvement methodologies across many sites with particular emphasis on practical application to improve bottom line performance.
I learnt about TOC first and came across Lean later; I am happy about that piece of serendipity.
Background
The business is in the automotive industry and we offer remanufactured and non-current production turbochargers and parts to Original Equipment Manufacturers (OEM) and Independent Aftermarket (IAM) customers.
Remanufacturing, as it is more commonly known helps minimise waste by giving products extended life cycles and uses only a fraction of the energy and resources associated with creating new products.
It is worth explaining at this point some of the characteristics of Remanufacturing for those who have not come across it before.
Profitability
Old units as yet unprocessed awaiting remanufacture are called”old core”.
Remanufactured units, in our case turbochargers, generally speaking become a market requirement after a few years of service when warranty periods have expired and when the age of the vehicle means that the owner is perhaps looking for a less costly alternative to buying a new replacement unit.
One way or another remanufactured unit are a cheaper alternative to new units.
This difference can be achieved in a number of ways including sell price discount, payment for the returned “old core”, or some sort of credit scheme. But the effect is the same; the remanufacturer does not get as much sell price for the remanufactured unit as they do for a new one.
This being the case the incentive to enter the business is to collect the “old core” cheaply enough and to engage in the remanufacture process economically enough with good quality so that the sell price gap is closed by more favourable material costs.
In our instance most of the “old core” was returned at a nominal cost, and once accepted on their return it signalled that we would promise to sell a similar unit to the customer in the future at a reduced sell price.
So the basic profit equation was determined by the amount we could successfully salvage out of the “old core” and the timeliness and cost of the remanufacture process.
The Process: Figure 1
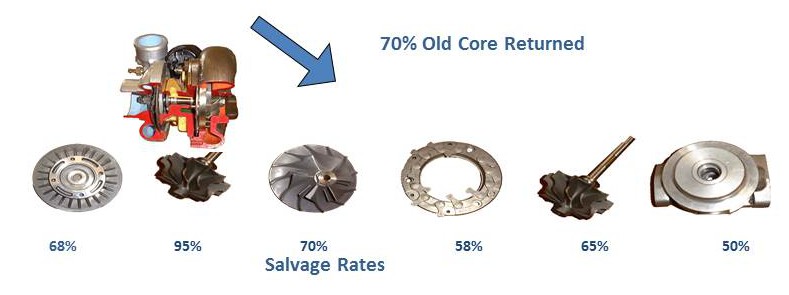
The “old core” returned is inspected on receipt for identification but has to be disassembled to component parts to judge if it is suitable for the remanufacture process.
Most scrap from “old core” occurs just after disassembly
Following disassembly the surviving components are washed to degrease them and then shot blasted. This is the next highest point of scrap material as deformities, too small to detect when the products are dirty, are revealed when clean.
After cleaning the components go their separate ways for processing.
Apart from a grinding operation on a rotating sub assembly the remanufacture of the turbocharger components was not so difficult technically.
Demand and Planning
The logistics are relatively complex in remanufacturing. The sources of that complexity are: –
• Promising to maintain supply for maybe 20 years after current production status.
• Some customers send in old core “A” but asks for remanufactured unit “B” in exchange or perhaps they have no “old core” at all. In this instance they may have to pay a premium price.
• Despite that premium there is still the issue of trying to source new material for what could be a very old model.
• The sheer volume of part numbers as products tend to be innovated or superseded with cheaper or better quality component materials.
• There can be multiple bills of materials because of alternatives.
• “Old core” may not be available on time.
• Component salvage rates are unpredictable in the short term, as each turbocharger will have experienced different levels of maintenance when in service. See Figure 1.
Early Days
In early 1994 we understood that remanufactured parts were theoretically about one third of the cost of new components. Theoretically because only sum we had any confidence in for comparative purposes was that the total cost of running remanufacturing operations was cheaper than the purchase price for the components we managed to salvage but would have had to have bought new if it were not for successful remanufacturing.
Obviously this “sum” was highly volatile in the short term; for instance during a week if a particular set of turbochargers had experienced a “hard life” then our salvage rates deteriorated and the expensive new components would have to be sourced as alternatives. And in this instance we would still have the operating expense of remanufacture.
Our conclusion was that we could only judge the impact of Remanufacture in the longer term and that individual product margin analysis was flawed because there were too many variables in the mix of old and new components.
So the only way to achieve the profitability of the whole was to ensure a lot of good remanufactured components were contained within the remanufactured whole turbo.
Unfortunately at the time in 1993 and early 1994 remanufactured turbochargers contained predominantly new material and the impact of that are evident from our overall performance which was weakening.
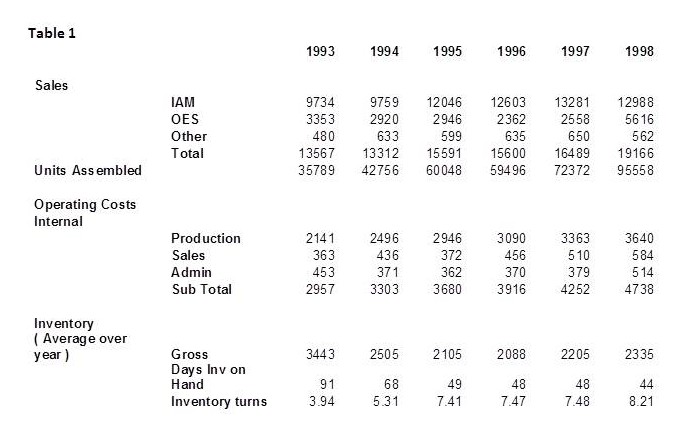
By way of explanation, the volume of assemblies was up by some 20% in 1994 over 1993 which was good but the fact was we were singularly poor at remanufacturing and this resulted in our using too many new and more expensive components in the builds.
And our operating expenses increased. Result; misery
It should be noted from an accounting point of view that no remanufactured components were given any standard cost until they had successfully come through the process. The transaction of inventory valuation and cost recovery was made as the remanufactured component was located in the warehouse store.
This was an important point for what we found in 1994 was that short term profit targets drove poor behaviour through remanufacturing rather than attention to customer value and that flow.
The only target was to recover costs which led to an enormous amount of aluminium components being released for remanufacture whether they were required or not as they enjoyed a 90% plus salvage rate and you could be pretty certain they would survive the process.
Components moved in batches dictated by large containers or “skips” and the inclination was to batch further to reduce set up times.
The MRP system was able to hold alternative component information and allow access to a material planner who had no material available of the primary part number in the bill of materials. However the material planner had to take an active step to allocate the alternative material; another non-value adding transaction and another delay of information.
Further the MRP system was hampering assembly by its inability to split or overlap order quantities to get material flowing.
The People
The people were not the problem. Quite the reverse in fact as without their effort things could have been a lot worse.
However as elsewhere in the Plant the operators and supervisors of remanufacturing were subject to quite a traditional organisation structure.
The remanufacturing part of the business had only been added in 1992. Prior to this it was conducted at a French facility. To accommodate remanufacturing an additional unit of space was leased on the end of the current factory.
However remanufacturing remained segregated physically by a dividing wall and mentally because it was so different to the more usual activities performed in the plant before the 1992 change.
There were approximately 48000 part numbers and which it appeared to me the material planners knew “off by heart”. They used this information informally to adjust assembly schedules and make requests on production for priorities.
Conclusion…Double Jeopardy
It was the conclusion of most people that the poor performances in terms of sales, profit and customer service were directly traceable to the start up of remanufacturing.
An inability to synchronise those efforts put added pressure on supply of new material for if remanufactured components were not available when assembly came to build a remanufactured turbo then new material components had to be used.
If those new components had originally been recruited to fulfil a demand for an order for new parts or turbos then the remanufactured shortage exerted a double impact.
TOC Priority and Kaizen Activity
We needed to improve Planning, People, and Processes
The following three tables note the major changes over the period from mid 1994 to the end of 1998
Planning
The planning issues revolved around three fundamental questions: –
1. What is it that I should order as new material recognising that we will not get 100% of parts salvaged?
2. How much “old core” material should I release into the remanufacturing process?
3. What quantities of good remanufactured parts shall I call for to re assemble the whole thing?
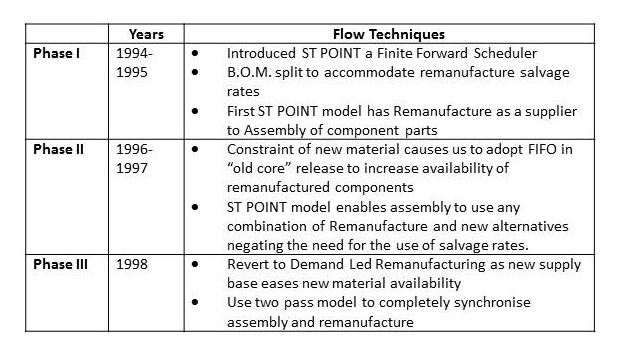
A common solution to the problem of salvage is the idea to split the BOM to reflect the expectation of remanufacture salvage rate and new. (See Figure 1)
Some companies then alter these ratios on a regular basis to reflect changes to process or simply to update to their latest experience of salvage rates.
In some respects we liked this countermeasure as it would ensure that we were ordering the right quantity of new parts as far as anyone could tell and it would be done systematically rather than rely upon a material planner’s good effort.
It would call for a ratio of parts to be processed through remanufacturing which reflected the expectation of salvage and would be synchronised with the arrival of new material.
It offered the expectation that when we came to rebuild it in final assembly a historically accurate call off would be made of new and remanufactured components.
We decided to adopt these practices and set the product engineers off making the necessary adjustments to the BOM whilst a small team implemented a finite scheduler called ST Point as our new logistical tool. By way of explanation ST Point was a derivative of OPT designed primarily by Issachar Pazgal…. All TOC devotees should look that name up :).
It is important to note we did not need ST Point for capacity planning or detailed scheduling in the conventional sense. Our number 1 constraint was how to make the best use of raw materials.
The first model the team built in ST Point was based upon assembly demand and we indicated to the scheduler that demand for remanufactured components could be fulfilled by a supplier called Reman. Clearly this was our own remanufacturing plant which now received a schedule once a week at first.
Unlike the previous system, which simply tried to keep value high for accounting “credits”, we had now established what part numbers were actually required at component level and in what quantities. New material was similarly synchronised to make up the balance of the demand requirement.
Throughout 1995 ST Point released inventory in a much-improved manner over MRP for both new and remanufactured turbochargers. Our inventories fell substantially as you might expect but once the excessive buffers had been consumed after maybe 6-8 months then we were confronted by us how poor our suppliers were at delivering on time.
The suppliers became the limiting factor for an extended period and caused us to “flatten out” in terms of Performance as can be seen above in terms of Sales Units assembled and Inventory in Table 1 during 1995-1996
Finally we got Group agreement to launch a plan to develop our own supply base for non-core components. This was a long hard process worthy of its own story but suffice to say the Purchasing Manager was an inspiration in terms of hard work and determination.
Realistically we knew that we would not see a significant change in the supply situation until the final quarter of 1996. You can commence resourcing supply of components as quickly as you like but appointing new suppliers takes time
However considering we were often so short of new parts we looked to make better use of the several thousand “old cores” which were awaiting a call off for disassembly. These old turbochargers did not always match the total requirement of demand but did contain many useful parts that we could not obtain easily as new.
Although this appeared on the surface to be condoning over production, possible the worst form of waste, we had to try to increase the usage of remanufactured parts and take the pressure off new recruitment at least until our new suppliers kicked-in. This was achieved by introducing a FIFO method of old core disassembly.
At the same time we utilised ST POINTS ability to handle “chained alternative” material information automatically. This did away with the need to describe and update the salvage rates to the system.
Where the MRP system through the BOM had established a relationship of 70% remanufacture and 30% new and in reality the ratios had come out at 60% remanufacture and 40% new then MRP required a material planner’s intervention.
ST Point established a linked chain of alternative part numbers and having done so would check availability of each one to fulfil an order.
If there was a sufficient quantity of the first part number in the chain it went no further. If there is none or insufficient it went automatically to successive alternatives until the order is satisfied.
Component Chain Turbo Chain
Reman A to Reman B Turbo A to Turbo B
Reman B to Reman Turbo B to Turbo C
Reman C to New B Turbo C to Turbo D
New B to New C
New C to New A
• Order new components driven by ST POINT (100%)
• Re-assemble using any combination of remanufactured and new parts via chains
By 1998 our environment had changed again. Against a backdrop of very high demand for new assemblies, transferred from another part of the group, space became a constraint.
We examined the amount of remanufactured product we were storing in respect of the FIFO policy of disassembly and concluded we could reduce it significantly. In addition the reason for introducing the policy had been to gain time whilst our new supply base was introduced. This was a more mature process by 1998 so we could afford to change.
New and good remanufactured parts were stored in our Warehouse awaiting a signal that they were required for assembly. By using a time horizon of just one-week we allowed ST Point to choose parts for assembly.
Using the “chained alternatives” its priorities would be to try finding remanufactured parts but if they were not available use new parts. Sometimes it would find neither remanufactured nor new components and highlight a shortage.
ST Point would then check the turbocharger that was creating the shortage and add that to a second scheduling pass. In the second pass we looked at demand in assembly for the second week but did not allow ST Point to see any components in the Warehouse at all.
In the absence of any components ST Point would pick the “old core” to be disassembled to match the demand for new assemblies.
These had to be completed in week 1 so that when an assembly schedule was to be created for week two, components were then available in the Warehouse.
And so the cycle would continue.
The ST POINT and the “2 x Pass Solution”

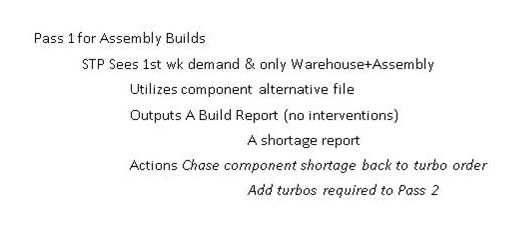
People
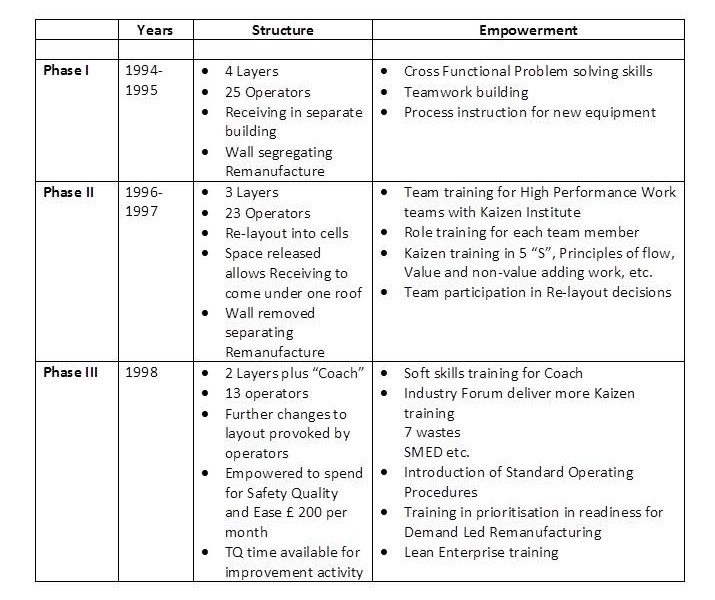
We knew we had a good workforce and in 1994/95 we took active steps by team working activity and TQ problem solving tools to motivate and encourage them to test their solutions.
We examined our processes and where we believed we had a core process we took steps to invest in capital and training to enhance our ability to master it.
The Human Resources Manager developed what is known as High Performance Work Teams. That is we extended the general team working and cross-functional problem solving of our TQ training into specific training for natural work teams.
Together with this we assigned each team member a role. The size of our plant and consequent teams lent itself to this activity so that each member had an active role to play.
To train them in these roles we used the Kaizen Institute in a “train the trainer” exercise in which two local employees learnt the Kaizen teaching to roll it out in the rest of the plant later.
As the objective was to tap into the inherent understanding of the operators and to get closer to their issues, which is where the real value added lies in a factory, we reduced the number of layers between plant manager and operator.
A major test of the success of this training was the re-layout of the Remanufacture area.
Assisted by the Kaizen Institute it became a major participative event and with policies and rules established regarding 5”s”, Visual Management, and HS&E considerations, team representatives fed back to their teams so that they could highlight concerns and have a say in their own cell construction.
The re-layout was such a success we managed to free sufficient space to bring goods receiving into the main plant, reduce the distance travelled by parts by several hundred metres. Also to divest ourselves of another facility we owned some 30 miles away.
By 1998 our environment had changed again and after something of a breakthrough in our logistical planning we reverted to Demand Led Remanufacture from FIFO
Processes
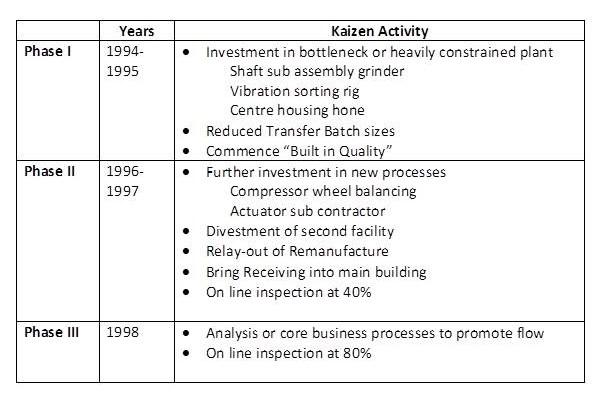
As a key issue in turbocharging is the speed at which the turbo spins, sometimes exceeding180, 000 revolutions per minute, balancing those rotating parts is a key skill.
Thus we looked to bring grinding and balancing sub assembly rotating operations in house and further invest in final assembly balancing capability which we defined as a constraint or occasionally bottleneck resource considering our backlog orders and a heavily constrained resource for normal demand.
Other core processes were analysed and the re layouts already described made the processes more close knit reducing the need for information flow.
Conclusions
Five years is a long period to review in any case study so this conclusion must be abbreviated to the pertinent points.
The main breakthrough events were TOC driven via improved planning. However it would be wrong not to comment on the spirit of the workforce and how their smaller stepped improvement complemented the bigger picture.
The author spent 5 happy years as plant manager or 60 month ends :).
Although I would argue it was successful in terms of profit and Inventory turns, it was less so in relation to customer service.
The down side was that the growth that we enjoyed and which was so helpful in allowing us to reward removal of waste by employment in a more value adding capacity meant we experienced almost constant new component shortages as suppliers struggled to keep up. This translated into delays to customer orders.
Profit, both in absolute terms and as a % of sales, grew tremendously in the years from 1994 to 1997. After this time the transferred business changed sales mix so fundamentally that a comparison is difficult. However total profit has continued to grow.
How?
• ST POINT enabled better synchronisation leading to output increases of over 250% whilst only 16% more operators were introduced.
• Physical floor space reduced by 25%.
• Inventory turns increased more than fourfold.
• Simplification of “spaghetti” production and introduction of “U” shaped cells reduced distance travelled by over 500 metres.
• The same “simplification” of the flow increased the communication between operators making it easier to work by visual means and engaged their imagination and efforts to “flow” material.
• The introduction and pursuit of empowered natural work teams generated more improvement ideas than we could have dreamed possible in 1994.
• In remanufacturing with STPOINT focussing us closer on “true” demand more than double the output was produced by almost half the number of employees compared with the starting position.
Acknowledgements
Oded Cohen
Kate Mackle Kaizen Institute Europe
David Howells Director Renault Institute of Quality Management
David Blacklock Scheduling Technology Group
Harvey Ball and Kendall
All materials available on the TOCPA site are the intellectual property of their authors and cannot be reproduced in any other media and used for any purposes without the prior permission in writing of the authors.
Comments to the article are below the Table of Contents
11. Aligning People with Managing Production Flow (Ryoma Shiratsuchi)
10. Article on Viable Vision (Gerald Kendall)
9. Using Agile Techniques in Critical Chain Project Management (John Muncaster)
8. Building Consensus with Stakeholders (Keita Asaine)
7. Applying manufacturing flow theory to construction management (Stratton, Koskela, AlSehaimi and Koskenvesa)
6. TOC in Remanufacturing or Chasing Muda (John Darlington)
5. Project management in a hospital: From chaos to success (Hans Steenpoorte and Michel Stijlen)
4. Whatever We Do or Say Is for a Purpose: The Role of Communications in Change Management. Part 2 (Jelena Fedurko)
3. Whatever We Do or Say Is for a Purpose: The Role of Communications in Change Management. Part 1 (Jelena Fedurko)
2. Together: TOC and Lean (Oded Cohen)
1. Failures in the High Street (Martin Powell)
5. Project management in a hospital: From chaos to success (Hans Steenpoorte and Michel Stijlen)
Maasstad Hospital in Rotterdam, The Netherland, doubled the number of successfully completed projects in half the time using Critical Chain Project Management (CCPM)
Hans Steenpoorte and Michel Stijlen, Project leaders, TOC Resultants, The Netherlands
Hans Steenpoorte
TOC implementer in service organizations, government, professional services, IT and healthcare. In 2006 completed Goldratt Schools Application Expert Program. Co-founder of Critical Task Manager (CTM) – TOC-based software for service organizations.
h.steenpoorte@toc-resultants.com
 Michel Stijlen
Michel Stijlen
TOC implementer in service organizations, government, professional services, IT and healthcare. Co-founder of Critical Task Manager (CTM) – TOC-based software for service organizations.
The article was written in October 2010
At Maasstad Hospital in Rotterdam many projects were running at the same time. Projects that were necessary to realize the ambitions of the hospital. The problem was that too many projects yielded too little result too late. Maasstad Hospital implemented Critical Chain Project Management (CCPM) and cut the average lead time in half whilst doubling the number of completed projects …… with the same number of people! Now, CCPM is an indispensable tool for innovation at the hospital.
Background
At first glance, Maasstad Hospital Rotterdam is just another hospital. In 2005, it ran into financial trouble and had to restructure completely. Since then, Maasstad Hospital has made a strong come back. It grows faster than the market and is financially healthy again. So healthy, that it confidently invested in a new hospital that it just moved into in spring 2011.
In early 2008, the recovery was in full swing and one of the problems that the management and its employees ran into was the long lead times and poor delivery performance of many projects. A survey by hospital staff led to a shocking conclusion: There were no less than one hundred eighty projects running simultaneously, and a significant number of them had no clear project leader, sponsor, scope definition, budget or due date. The Chief Innovation Officer of Maasstad Hospital explains: “Projects, and a lot of them, are inevitable for a hospital with our ambition level. But we had insufficient visibility and control over project selection, progress and completion.”
Following this sobering observation, the hospital’s board decided to invest in a project management solution that not only had to create order in the projects, but would also raise its output. They chose Critical Chain Project Management (CCPM) because it had amply proven to improve both output and due date performance of projects without increasing workload (see insert for more information about CCPM).
CCPM: Clear task priorities for outstanding project performance
Critical Chain Project Management (CCPM) was developed by Dr. Eli Goldratt, author of The Goal and Critical Chain and founder of the Theory of Constraints (TOC). CCPM is the solution for project organizations that have a low project performance in time, scope and budget.
CCPM uses the fact that project plans have more slack (“buffers”) than project teams know or want to admit: These buffers are their only means to achieve acceptable delivery performance. Or so they think …..
During project planning, CCPM takes these buffers from the task estimates and insert them in a project buffer at the end of the project. After all, it is not important for individual tasks to be completed on time, as long as the overall project is finished on time.
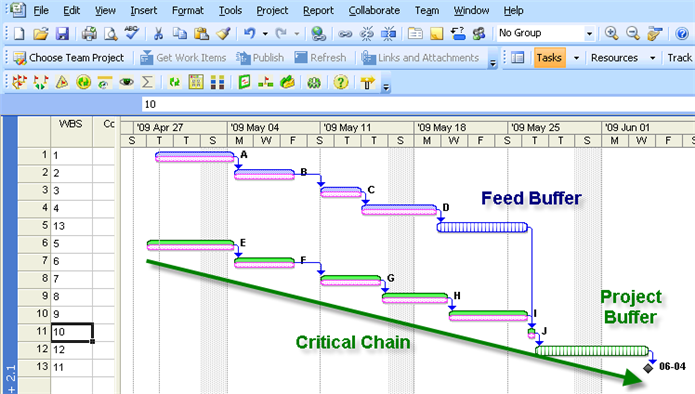
Figure 1: CCPM: The project, instead of its tasks, is protected by a time buffer
During execution, tasks that need to be executed now are regularly updated in the CCPM software by means of a remaining duration estimates: How many days till this task is completed? This estimate is then used to calculate which task consumes most of the buffer. Based on this ‘buffer consumption’ clear task priorities are calculated and depicted as green, yellow or red tasks.
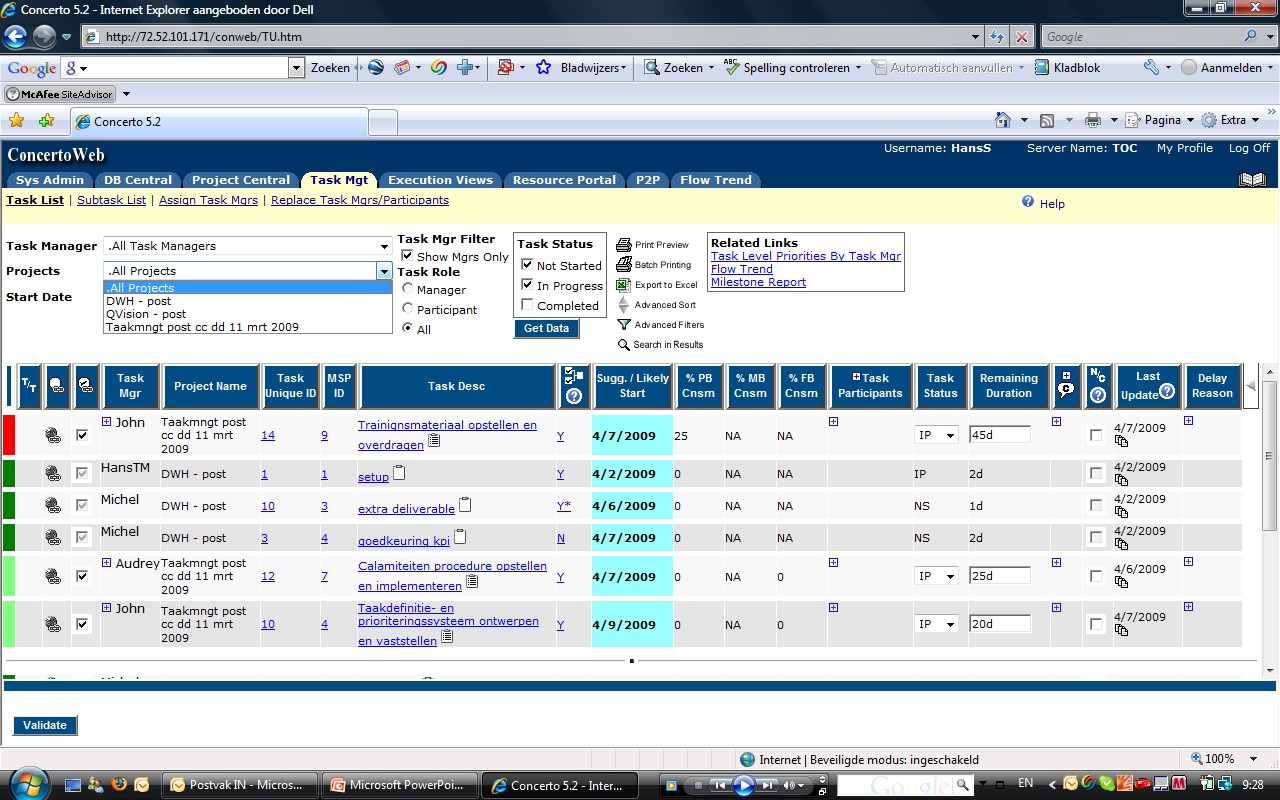
Figure 2: Colours give clear priorities within and between projects
These clear task priorities within and between projects not only end frequent discussions about project priorities, but also result in a faster and more reliable completion of projects.
Typical CCPM implementations result in the following improvements:
• Due date performance ≥ 90%
• Lead time ≈ 30% shorter
• Productivity ≈ 30% higher
• Less stress and more focus in project teams and management
CCPM has been successfully applied on a large scale in industry, IT, pharma, infrastructure & utilities. Insofar as the authors can ascertain, this application in a hospital is a first.
Yet another project
In June 2008, yet another project commenced: “Implementation of CCPM”. But the goal of this particular project was to significantly reduce the number of concurrently active projects by the end of 2009, whilst assuring that 95% of the projects are finished on time, scope (what you deliver) and budget. It was decided to focus the implementation on cross-departmental projects which caused the bulk of the load and problems at project resources in Maasstad Hospital.
To start with, the project team made an inventory of problems and discovered that they were deep rooted and fundamental:
• Some of the projects had no plan
• Some of the projects had no clear project leader or sponsor
• Projects were launched, regardless of the availability of the required staff
• Management had insufficient understanding of problems and status of active projects
• Projects were often completed too late (if a due date was set at all)
• Project group meetings were sometimes ineffective
• Projects often went over budget (if there was a formal budget)
• Project staff were not always available when needed
• There was tension and debate on priorities within and between projects
This survey also revealed that Maasstad Hospital first had to invest in basic elements of project management, in order to be ready for the implementation of CCPM.
Basic elements of project management
In a high performing project environment, every organization needs three things: structures, processes and templates.
Structures: Projects are temporary endeavours to achieve something unique. So, even more than with regular work, it is important to clearly identify roles and responsibilities. Obviously, the project leader is critical because he is responsible for the delivery of the scope (what you deliver), on time and within budget, but the sponsor also plays a key role. Each project must have a sponsor which is decisive and accessible for the project leader. The sponsor is often problem owner, provider of the necessary budget and the person who needs to approve potential deviations from the plan. Appointing decisive and accessible sponsors and assuring frequent and constructive consultation between project leader and sponsor was an important first step to success at Maasstad Hospital.
Processes: Since projects are unique, most develop, almost by definition, in a fairly unpredictable way. For this reason, it is important that key processes are in place to deal with these unforeseen developments. First, we established that projects are always in one of the following 4 phases: idea, planning, implementation and evaluation. The transition between each phase is a formal step that requires a decision by the client or the project board (see below). In order to maintain progress in active projects, brief weekly project meetings and monthly meetings with the sponsor proved critical to success.
Templates: Project management has become notorious for demanding extensive project plans that proved quite useless during execution. Hence CCPM provides plans and reports that are very concise and focused. Maasstad Hospital in Rotterdam, introduced no fewer than six templates for project ideas, project plans, project meeting notes, project status reporting, escalation, and completion reports. At first, some of these templates received some skepticism, but now they are all used extensively because they help project teams and sponsors to focus and save time.
Project Board
Besides implementing structures, processes and templates a so called Project Board was set up. The Project Board is a tightly structured meeting of the hospital’s board that included all sponsors of the cross-departmental projects. The objective of the project board is threefold: First, selection of valuable project ideas. Second, ensure effective intervention by sponsors in struggling (so called “red”) projects, and finally evaluation of completed projects.
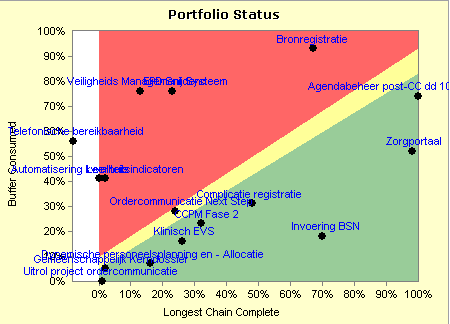
Figure 3: Transparancy about active projects and their status; green, yellow or red
At Maaststad Hospital project selection was simplified by means of a 1 page form that the author needed to discuss with a potential sponsor before proposing it to the Project Board. The Chairman of the Board then lead the discussion: “In no more than fifteen minutes, we often have five or more project ideas to discuss. I ask only three questions: Who is excited about this idea? What problem does it solve? And: What is the direction of the solution? Through question 1 and 2 we lost quite a few ideas, and normally only 1 or 2 get approved for planning, provided that at least 2 projects were completed as well. Otherwise they must wait to prevent overloading of the project resources. “
The advantage of this method is twofold. Firstly, management now is fully aware of, and committed to, all ongoing cross-departmental projects. But more importantly: During the first phase of implementation significantly less projects were started, thus reducing the work load on the scarce project resources and allowing them to focus on finishing already running projects effectively.
Besides focusing on project selection, execution and evaluation the project board also monitors the depletion of the project budget. In many organizations, projects need to be financed from departmental budgets, often leading to heated discussions at the end of the year when the overall budget appears to have been exceeded. To stop this once and for all, Maasstad Hospital took a fraction of all relevant operating budgets and inserted them into one central project budget, aimed at covering the out of pocket expenses of all cross-departmental projects. Every month, the project board monitored the real and expected exhaustion of this budget vs time using a simple report. This way the project board could monitor the budget depletion per project, but more importantly found that the inevitable budget overruns and under spends tend to offset one another provided they are financed for a single source; the cross-departmental project budget.
Finally CCPM ……
In the fall of 2008, the situation in Maasstad Hospital had significantly improved: All the projects had clear project leaders, sponsors and consensus over time (due date), scope (what they will deliver), budget (out of pocket expenses only) and goal (desired outcome). Because the project board was quite reluctant to approve new projects and even some struggling projects were stopped, the pressure on the project resources declined. It was time to introduce CCPM to further reduce lead times and increase completion.
Software can never be the aim of an improvement project, but, increasingly, it is becoming a necessary precondition. CCPM software distinguishes itself from other project management software in the sense that it is focused on execution rather than planning. After all, it is during execution that the project almost inevitably starts to deviate from the plan and more often than not, in traditional project management the plan is abandoned altogether. The solution is a robust high level plan that doesn’t detail actions, but lists deliverables, intermediate objectives necessary for achieving the project objective. Plans usually consist of no more than ten to fifteen deliverables. During execution the responsible resource can add actions to the deliverable that are deemed necessary to generate the desired outcome.
Project plans are not created by a person sitting at a computer. One of the key success factors of this CCPM implementation is the so called planning session: After approval of the project idea by the Project Board, the proposed project team gets together for a four hour meeting. In a closely facilitated meeting they go through the key elements of the project plan template in such a way, that the draft plan is filled in and ready to be sent to the sponsor for approval by the end of the meeting. At Maasstad Hospital projects are no longer started without such a planning session. In very little time it generates a focused plan with maximum buy-in that contains all elements the project team needs to execute the project successfully.
Once a project is in progress, frequent (weekly) short project team meetings are critical for success. In the weekly meetings, the project leader updates the project real time in the CCPM software, based on the input of the team members. Maasstad Hospital has even invested in a number of “CCPM-rooms” with computer and flatscreen TV’s on the wall where project teams can meet and update their project.
What is unique about this? CCPM makes very clear which project deliverables need to be worked on now and in what order of priority both and between projects. This leads to calm and focus as well as a better flow of projects. Per active deliverable, the tasks are updated by entering the estimated number of days until completion. CCPM is always forward looking: Do not spend time on what has been done, but focus on what needs to be done to finish a deliverable. And even more importantly, avoid blame if tasks were completed late. Accept windfalls and setbacks as a fact of life in a project environment and focus continually on corrective actions and decisions that lead to completion of the project on time, scope and budget.
Through the CCPM implementation, Maasstad Hospital learnt that project management is a vital but often underestimated craft. For that reason, it secured the continuation and development of CCPM knowledge in an in-house project office. The project office provides training courses for project teams and leaders, facilitates planning sessions, prepares project board meetings and gives (un)solicited assistance to projects that are in red.
Results: Doubling the output and halving the lead time
Between late 2008 and spring 2009, all the old projects were finished and new projects under CCPM principles introduced. Due to its success, the management has decided to add a group of existing projects related to the construction of the new hospital to the CCPM portfolio (see the increase in the summer of 2009 in Figure 4 below). Nevertheless, the number of cross-departmental projects that ran simultaneously in Maasstad Hospital remained fairly stable with approximately 30, versus over 40 at the start in mid 2008. This decrease is critical to the focus of project resources and the flow of projects.
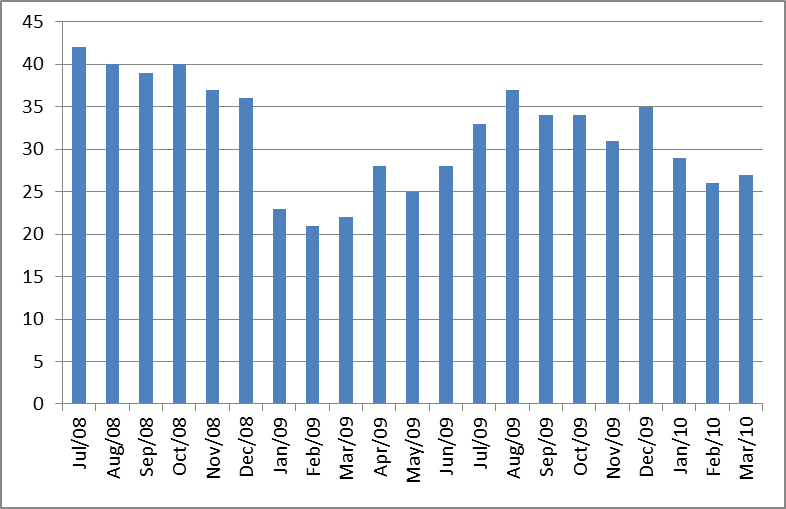
Figure 4: Number of concurrent cross-departmental projects declined from around 40 to under 30 despite growing the portfolio
The fact that Maasstad Hospital could add a significant number of projects to its portfolio was due to the fact that they finished much faster than before. Figure 5 shows that the average lead time of cross-departmental projects has decreased from over 2 years in 2008 to approximately 10 months in 2009 and 2010. This is less than half the lead time!
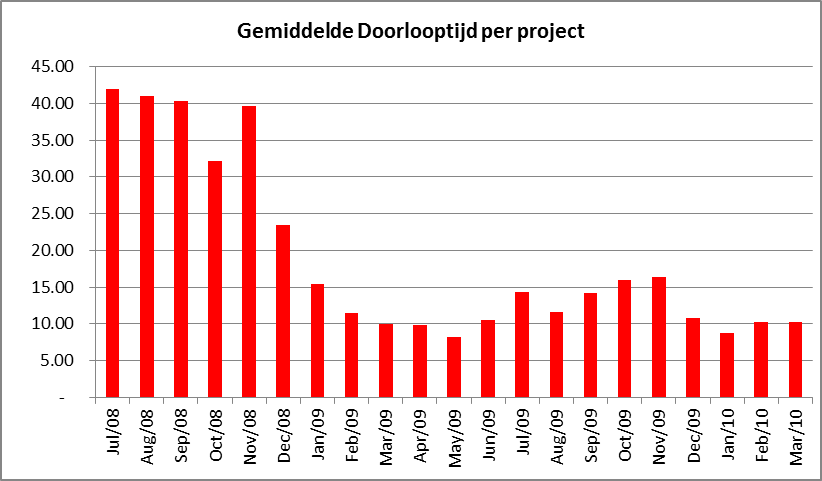
Figure 5: Average lead time (in # of months) of cross-departmental projects was cut in less than half
This brings us to the last and most important achievement: In 2008, on average 1 cross-departmental project was finished per month. The Chairman of the Board concludes: “By introducing project management principles and CCPM, the productivity of our project resources nearly tripled. Currently we finish about 3 cross-departmental projects per month. Project management has become a core competency of Maasstad Hospital towards achieving our ambition; making Rotterdam the healthiest city in the Netherlands.”
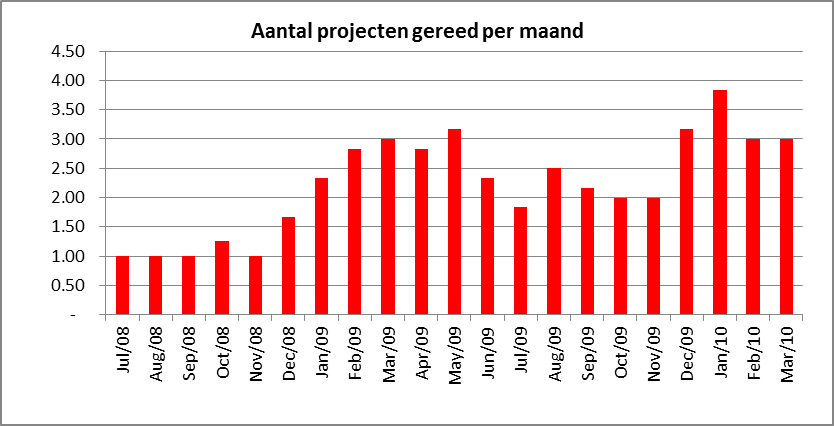
Figure 6: Number of projects finished per month tripled (6-month rolling average)
Lessons for successful implementation
Maasstad Hospital Rotterdam had too many projects that often ran late and yielded too little result. CCPM has been implemented, resulting in doubling the speed of delivery and a tripling the number of completed projects.
What is critical to achieving success?
1. Implement simple structures, processes and templates for all projects
2. Install a Project Board at board level to select projects and evaluate and monitor progress
3. Create a central budget for all out of pocket expenses and avoid planning and monitoring of internal hours
4. CCPM project management is a craft: Use an experienced implementer and retain the knowledge and skills in a project office
5. Accept windfalls and setbacks as a “fact of life” and keep project teams focused on completing projects on time, scope and budget
Learn more about project management and CCPM:
– Goldratt, Eliyahu M., Critical Chain
– Nokes, Major, Greenwood, Allen, Goodman, The Definitive Guide to Project Management, Prentice Hall- Financial Times
– www.realization.com
– www.toc-resultants.com
All materials available on the TOCPA site are the intellectual property of their authors and cannot be reproduced in any other media and used for any purposes without the prior permission in writing of the authors.
Comments to the article are below the Table of Contents
11. Aligning People with Managing Production Flow (Ryoma Shiratsuchi)
10. Article on Viable Vision (Gerald Kendall)
9. Using Agile Techniques in Critical Chain Project Management (John Muncaster)
8. Building Consensus with Stakeholders (Keita Asaine)
7. Applying manufacturing flow theory to construction management (Stratton, Koskela, AlSehaimi and Koskenvesa)
6. TOC in Remanufacturing or Chasing Muda (John Darlington)
5. Project management in a hospital: From chaos to success (Hans Steenpoorte and Michel Stijlen)
4. Whatever We Do or Say Is for a Purpose: The Role of Communications in Change Management. Part 2 (Jelena Fedurko)
3. Whatever We Do or Say Is for a Purpose: The Role of Communications in Change Management. Part 1 (Jelena Fedurko)
2. Together: TOC and Lean (Oded Cohen)
1. Failures in the High Street (Martin Powell)
4. Whatever We Do or Say Is for a Purpose: The Role of Communications in Change Management. Part 2 (Jelena Fedurko)
 Jelena Fedurko
Jelena Fedurko
Jelena Fedurko has been transferring and developing TOC knowledge, supporting TOC implementations in operations, distribution, project management, marketing and sales and people management since 1999. She has worked in more than 15 countries.
Jelena is a Co-Founder and Co-President of TOC Practitioners Alliance TOCPA, International Director of TOC Strategic Solutions and a TOC Expert in tocExpert. Jelena is an author of several books on TOC Thinking Processes and TOC Basics, as well as many articles and publications.
jelenafedurko.gs@gmail.com www.tocexpert.com
We continue publishing Jelena Fedurko’s article Whatever We Do or Say Is for a Purpose: The Role of Communications in Change Management. Part 1 of this article – presented in Chapter 3 – looks at the type of changes that TOC brings into organizations through the prism of understanding and interpreting peoples’ behavior. It demonstrates how to build change-related messages so as to adjust them to the specific communication patterns of the people we need to win and involve in the change.
Part 1 gives guidelines and presents examples of 6 communication patterns developed by Rodger Bailey (1986) as the Language and Behaviour (LAB) Profile:
- Motivation direction – Toward/Away From
- Motivation source – Internal/External
- Reasoning process – Options/Procedures
Part 2
In the course of a TOC implementation, a TOC leader should also transfer the relevant knowledge about the TOC solution, terminology and tools to the team and resources. There is a need to establish common concepts and common language and ensure that people understand what is meant by the major TOC terms. It will be necessary that they accept and use this terminology on the everyday basis.
I suggest using the communication patterns Toward/Away From, Internal/External, and Options/Procedures while communicating the major TOC tools:
1. The U-Shape
2. The Cloud
3. The Negative Branch Reservation (NBR)
4. The Injection
1. How to communicate the U-Shape
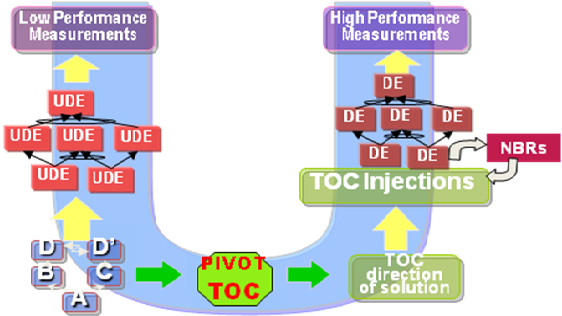
Figure 9: The U-Shape[1]
The U-shape is the concept of organizing TOC knowledge in a comprehensive logical diagram. It describes TOC entities that participate in the analysis of the current reality, and the construction or usage of the solution to create an improved future reality. It allows organizing, storing and easily retrieving the TOC knowledge. The U-shape is used for generic TOC solutions such as MTO, MTA, CCPM, and Distribution, as well as for developing marketing offers. The U-shape concept is valid for developing and understanding any solution[2].
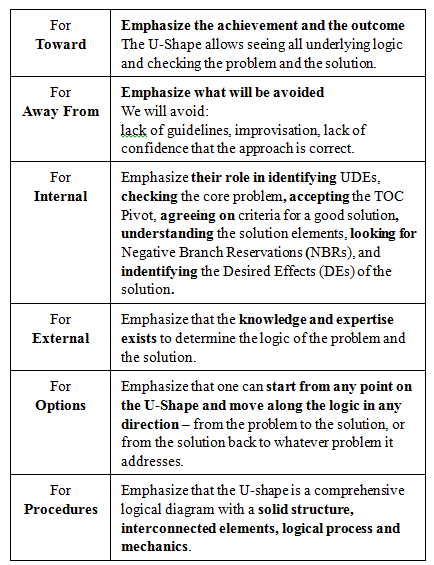
2. How to communicate the Cloud
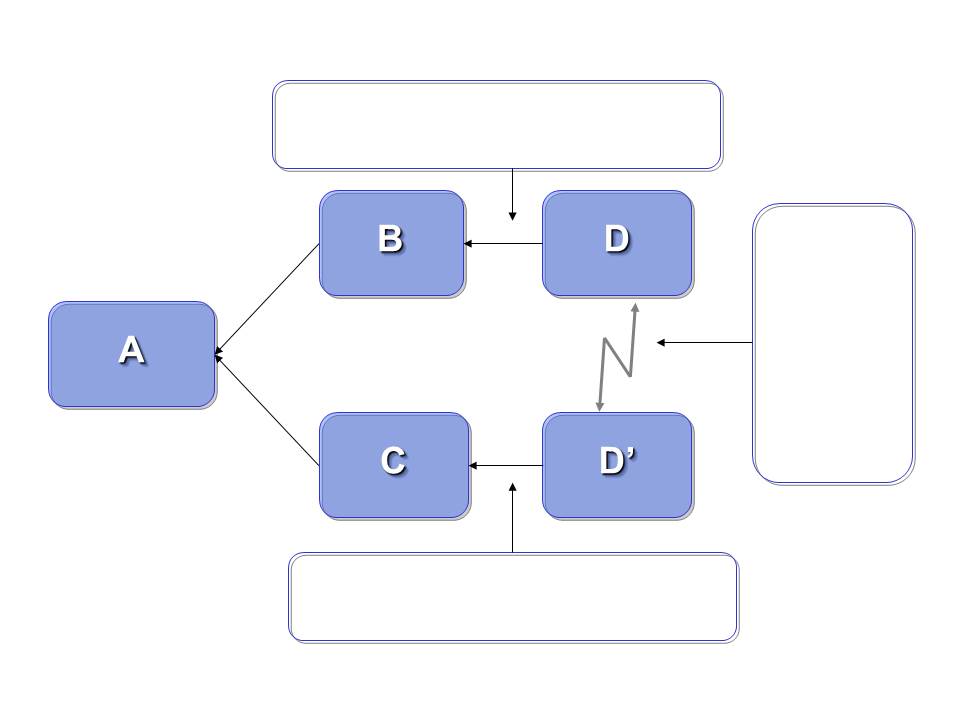
Figure 10: The Cloud
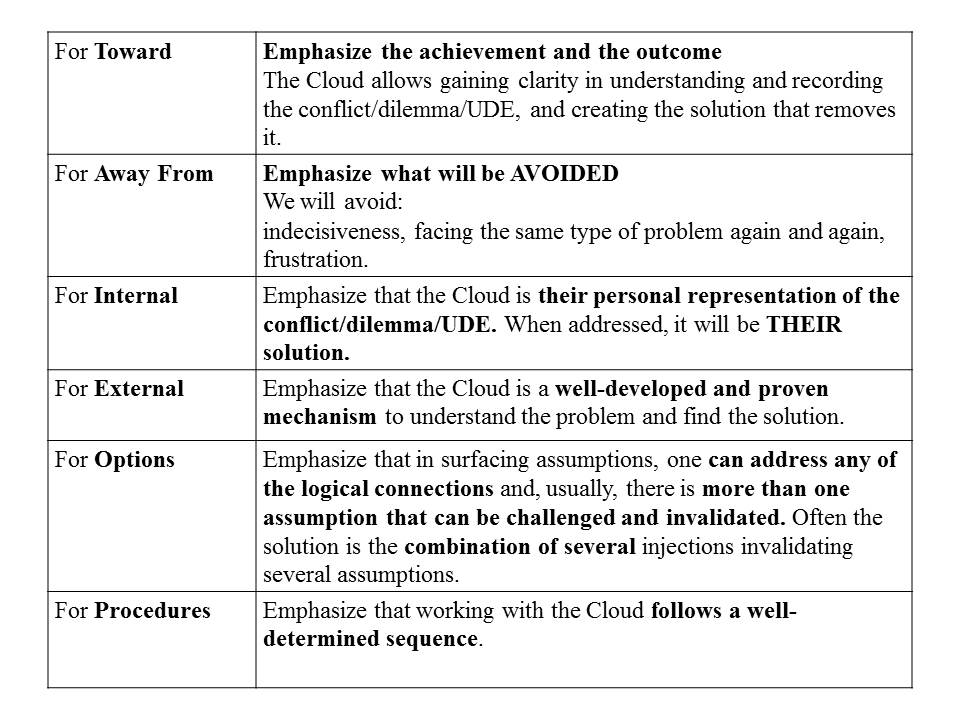
3. How to communicate the Negative Branch Reservation (NBR)
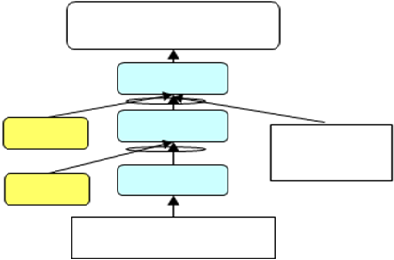
Figure 11: The NBR
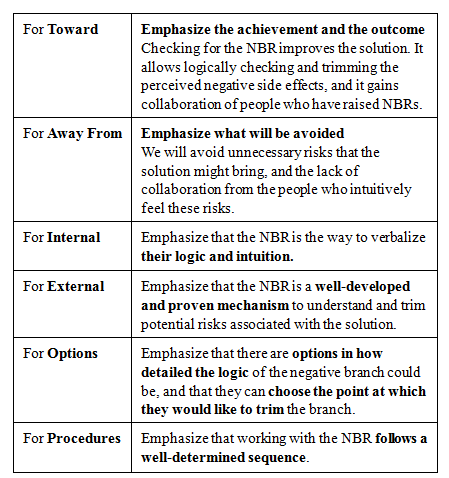
4. How to communicating the injection
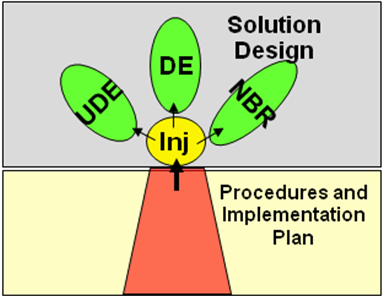
Figure 12: The Injection Flower[3]
For every Injection the implementation team should: learn its essence and structure, check that the Injection will address the relevant UDEs, bring the DEs, and not cause any significant NBRs. For every Injection the team should build the implementation plan and develop the procedures.
The role of the TOC leader is to encourage and support the implementation team in doing this work.
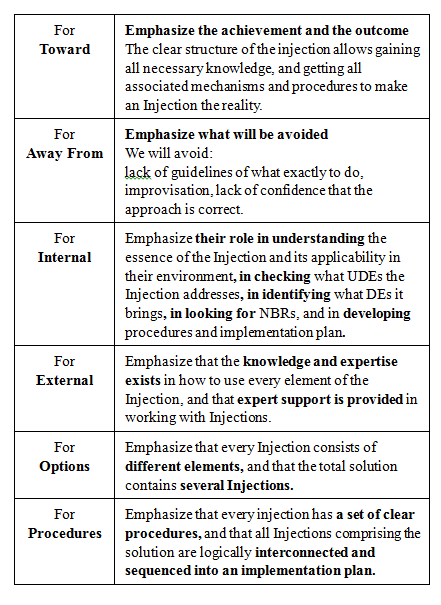
Relevant TOC tools and knowledge for communication in the change implementation process
There are two major stages in the change implementation process: pre-decision and post-decision.
The pre-decision stage has the following phases:
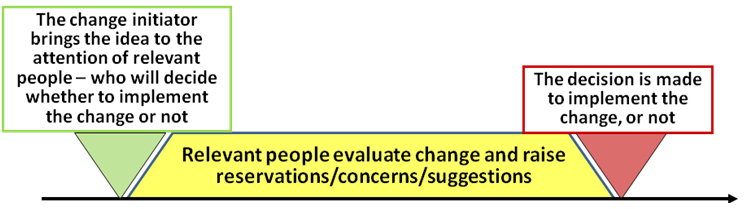
Figure 13: The pre-decision stage
The pre-decision stage is crucial. The change initiator must get the support of decision-makers – owners, top managers, key specialists, and financial institutions that will decide whether to provide financing. In this stage, the major challenge lies in energizing everyone who will influence the change-related decision to the ‘I want THAT’ state.
For that, the change initiator must know how to persuade the relevant people to go for change and, more specifically, the change that s/he is pursuing. To achieve that, s/he should do the proper “homework” in order to:
- have a clear answer to the question ‘Since the change is meant to be the solution, what problem will it remove?’;
- have a good knowledge of the change content and mechanics;
- define well-formulated deliverables in terms of benefits for the organization and individuals;
- be prepared for criticism or change resistance, thinking before and what the reservations and concerns of the relevant people might be and how to address them;
- be able to identify the layers of resistance and handle them through the TOC tools;
- be able to understand the motivation and thinking patterns of communication partners, and respond through appropriate persuasive messages.
In the pre-decision phase the change initiator will need to lead the relevant people through the TOC process of agreement on the change (overcoming the layers of resistance that we discussed before):
- Reaching agreement on the problem.
- Reaching agreement on the direction of the solution (the suggested change).
- Reaching agreement that the change will bring tangible benefits.
- Reaching agreement that the change will not bring negative side effects.
- Reaching agreement that the change is “doable” – that all known obstacles can we removed.
Let’s see how it manifests itself after the change is suggested, and leads to a positive decision putting the organization on the journey to embrace the change.
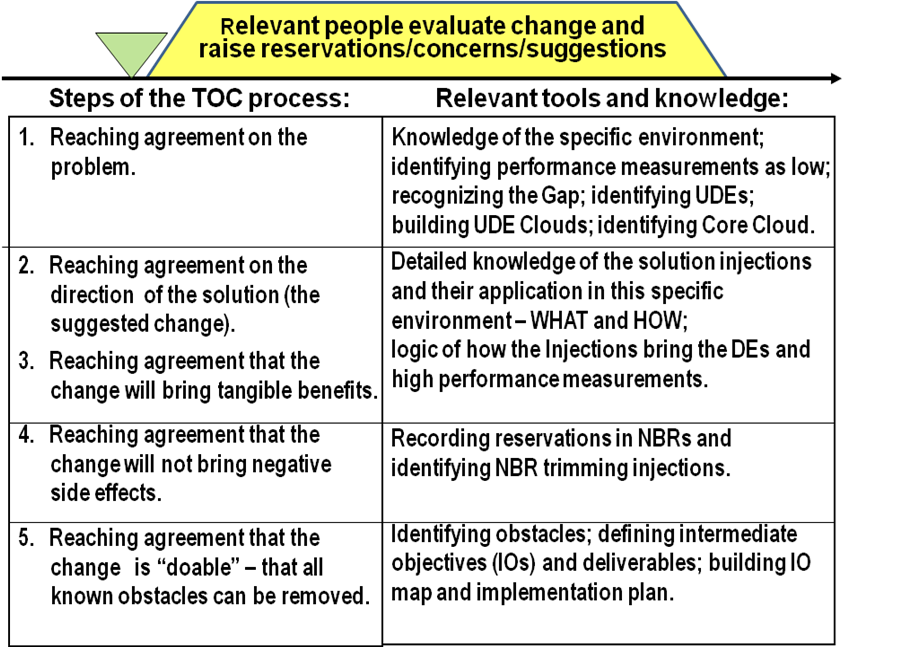
Figure 14: The TOC tools and knowledge to be applied in the process for reaching agreement in the pre-decision stage
It is important to note that for all practical purposes the sequence of the first three steps of the process for reaching the agreement can be different:
- step 1, then step 2, then step 3, or
- step 3, then step1, then step 2, or
- step 3, then step 2, then step1.
The sequence would be determined to a great extent by the motivation direction patterns – Toward or Away From – that we detect from the language people use when we communicate to them. While starting with the problem is suitable for the Away From people, it does not make much sense to start persuading the Toward people with presenting them the problem that should be avoided. Toward people are energized by the possibility to get, gain, achieve. Therefore, talking to them it makes perfect sense to start with the benefits that the solution will bring, and then present the direction of the solution as the means to gain the benefits, and the problem as the justification for the need of the solution.
When our effort of persuading the relevant people to accept the change results in their positive decision, the new stage starts. After the decision about bringing in the change has been made, the time for the debates whether to implement it or not is over! Now it is time to take actions to make the change happen. We are moving to the stage of bringing resources to support the decision of the management and implement the change in their areas of responsibility.
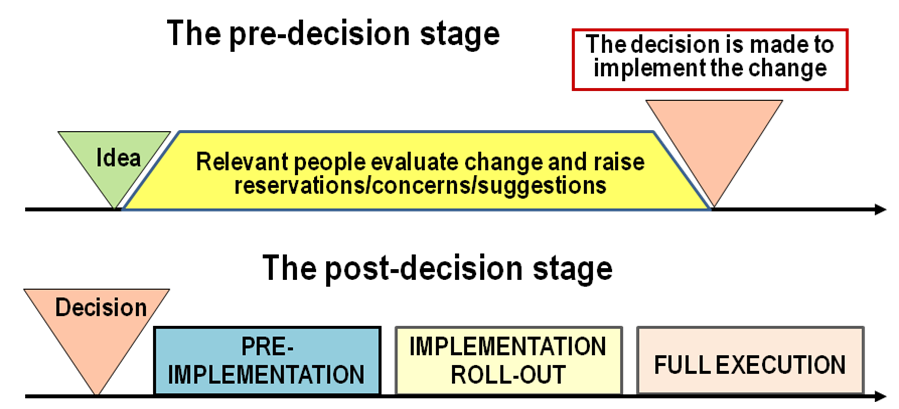
Figure 15: The phases of the post-decision stage – after the decision to implement the change has been made
I presented the challenges of the post-decision stage, the emotions and behaviour of people, as well as the recommended detailed procedures to ease the pre-implementation and implementation phases in the article Practical Aspects of Implementing Critical Chain Project Management, included in the Goldratt Schools book on CCPM[4].
Here I would like to suggest relevant TOC knowledge and tools to reach agreement in each phase of the post-decision stage.
Pre-Implementation
This phase contains:
- Determining the content and scope of change
- Clear understanding of current processes
- Determining the list of new procedures and identifying which current processes they will remove or change
- Developing first necessary procedures to start the implementation
- Developing the implementation plan
- Getting approval by the top management
- Internal training
The better the preparation in this phase, the higher are the chances of implementation success. A very important part of the preparation is getting full support from all top management and the implementation team.
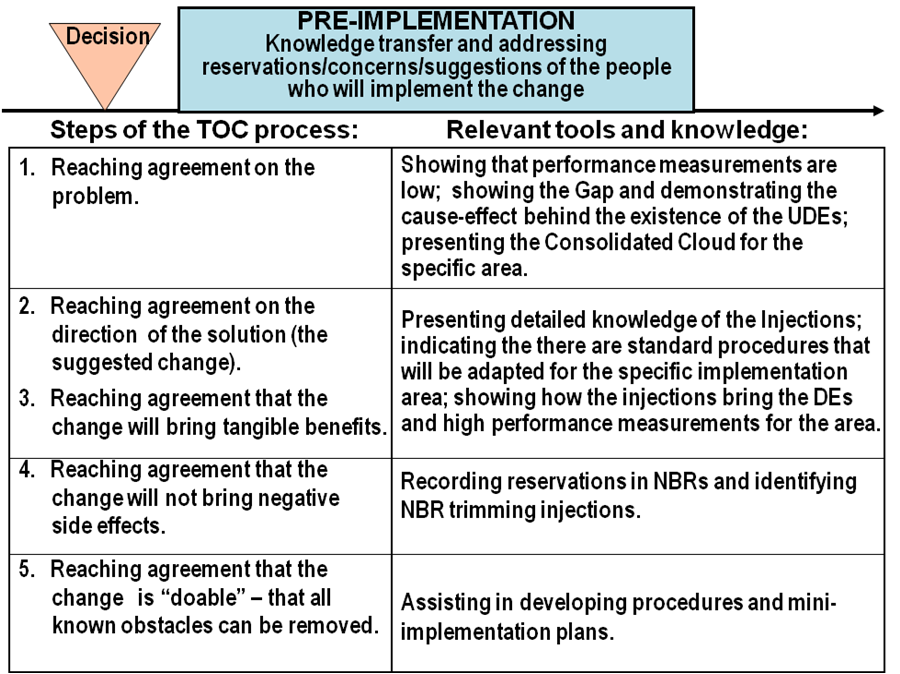
Figure 16: The TOC tools and knowledge to apply for gaining support in the pre-implementation stage
Implementation roll-out
This phase contains:
- Executing the implementation plan
- Developing and implementing procedures
- Monitoring, analyzing and adjusting procedures
- Working with people to get their collaboration
In this phase, the implementation unfolds in a staggered way that involves more and more areas of the organization. Some of the people already have the positive experience that the first injections produce quick and tangible results. The major task is to maintain their enthusiasm and encourage them to keep going. At the same time, new people start to be involved in the implementation. Their reservations and concerns need to be addressed. Also, when we start the implementation, we are bound to have some unexpected difficulties. We may discover that some part of the plan developed in the pre-implementation phase is not working and needs to be adjusted. This phase requires a lot of attention and encouragement of the resources from top management and key implementation people. Please note that in the steps of the TOC process of removing resistance, we are changing the emphasis from reaching agreement to reinforcing
and bringing evidence.
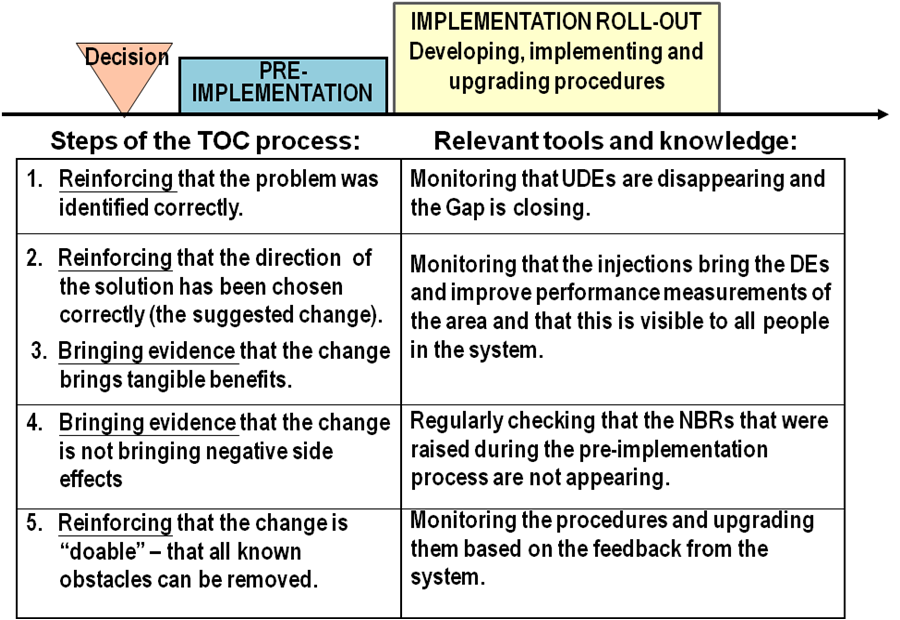
Figure 17: The TOC tools and knowledge to apply for gaining support in the implementation roll-out stage
Completing roll-out and moving to full execution
This is the phase in which the organization gets confidence that the solution is working. The activities are in the right direction. It is safe and beneficial to move from the trial or limited implementation to the execution of the solution throughout the whole department or the whole organization.
This phase contains:
Finalizing and formalizing procedures and documentation
- Ensuring adherence to the procedures throughout the involved department
- Ensuring top management involvement on routine basis
In the previous phase, we were monitoring and checking that the effort put in at the start of the implementation would deliver expected desired effects and were taking corrective actions when required. In this stage, the main emphasis is on creating full awareness in the organization that that the change brings tangible benefits.
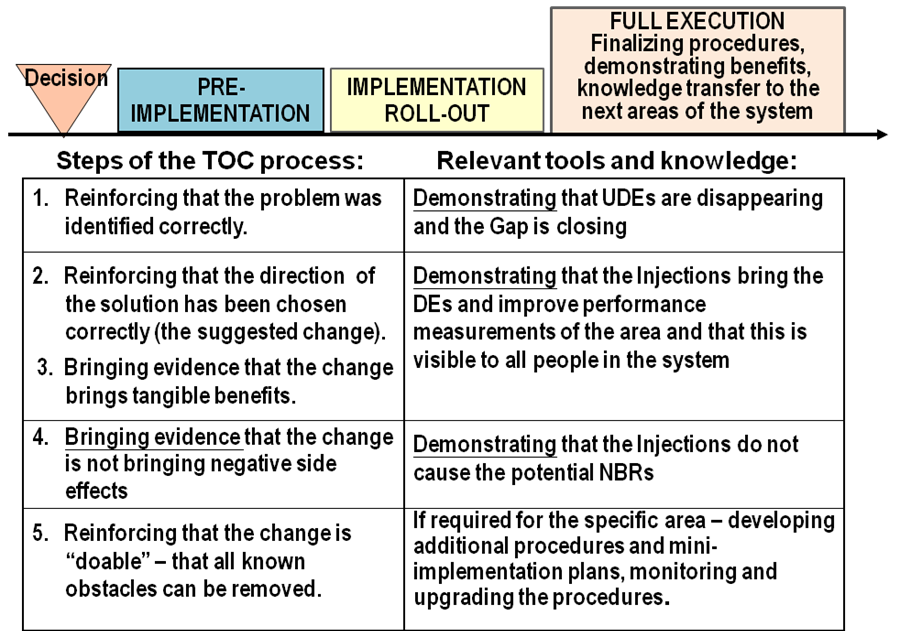
Figure 18: The TOC tools and knowledge to apply for gaining support in the full execution stage
Change management is challenging. In every phase, we should put conscious effort into maintaining honest, disciplined and responsible communication to our people.
Afterword
This article contains recommendations and guidelines organized in tables and diagrams. The presented approaches may seem too technical. They require conscious analysis of people’s behaviour and language, and high thinking discipline and concentration for building appropriate messages. I was once asked, “How can one listen, analyze and respond, all at the same time and in the course of the real-time conversation?’ I would say, the same as we drive. It takes time when we learn, but the more we drive, the quicker we learn to do the right things. After enough hours or days or months of practice, our body starts doing all the right moves automatically.
Being in communication is like driving at high speed on a busy road. We need to constantly monitor and assess the situation, recognize the signals from other traffic participants, and understand what they are doing or intend to do. That is, if we want to get to our destination without a crash.
[1] Oded Cohen, Ever Improve: A Guide to Managing Production the TOC Way, TOC Strategic Solutions, 2010; presented with permission by the author.
Author’s remark: UDE – Undesirable Effect; NBR – Negative Branch Reservation; DE – Desired Effect
[2] Definition by the U-Shape author, Oded Cohen
[3] Oded Cohen, Ever Improve: A Guide to Managing Production the TOC Way,
TOC Strategic Solutions, 2010; presented with permission by the author.
[4] Project Management the TOC Way, Chinese Goldratt Alliance, 2009
This article was first published in the Goldratt Schools book Leading People Through Change, 2011, published by TOC Strategic Solutions
All materials available on the TOCPA site are the intellectual property of their authors and cannot be reproduced in any other media and used for any purposes without the prior permission in writing of the authors.
Comments to the article are below the Table of Contents
11. Aligning People with Managing Production Flow (Ryoma Shiratsuchi)
10. Article on Viable Vision (Gerald Kendall)
9. Using Agile Techniques in Critical Chain Project Management (John Muncaster)
8. Building Consensus with Stakeholders (Keita Asaine)
7. Applying manufacturing flow theory to construction management (Stratton, Koskela, AlSehaimi and Koskenvesa)
6. TOC in Remanufacturing or Chasing Muda (John Darlington)
5. Project management in a hospital: From chaos to success (Hans Steenpoorte and Michel Stijlen)
4. Whatever We Do or Say Is for a Purpose: The Role of Communications in Change Management. Part 2 (Jelena Fedurko)
3. Whatever We Do or Say Is for a Purpose: The Role of Communications in Change Management. Part 1 (Jelena Fedurko)
2. Together: TOC and Lean (Oded Cohen)
1. Failures in the High Street (Martin Powell)
3. Whatever We Do or Say Is for a Purpose: The Role of Communications in Change Management. Part 1 (Jelena Fedurko)
Jelena Fedurko
Jelena Fedurko has been transferring and developing TOC knowledge, supporting TOC implementations in operations, distribution, project management, marketing and sales and people management since 1999. She has worked in more than 15 countries.
Jelena is a Co-Founder and Co-President of TOC Practitioners Alliance TOCPA, International Director of TOC Strategic Solutions and a TOC Expert in tocExpert. Jelena is an author of several books on TOC Thinking Processes and TOC Basics, as well as many articles and publications.
jelenafedurko.gs@gmail.com www.tocexpert.com
Part 1
The meaning of the communication is the response that you get.
Joseph O’Connor and John Seymour
ABSTRACT
The biggest challenge in implementing change is making it happen. Without the collaboration of people whose lives are going to be affected by the change, it is hardly possible. Ability to recognize what change means for people, and their reaction towards the proposed initiative, is crucial for leaders. They must understand how to influence the attitude of their people, and how to build agreement and enthusiasm towards achieving the required improvements.
Management often takes it for granted that a good solution, especially one that has proven to be successful in other companies or other environments, will work. However, even a very good solution is only a part of the success. The other and very meaningful part is the ability to excite people to take the solution on board and put effort into making it happen.
In determining success or failure of any initiative, especially a major one, the key factors will often be the leaders’ ability to persuade and excite, to create trust and lead, often by personal example. This requires strength, passion and vision. No less, it requires good communication skills, knowledge of concepts and techniques of motivation, and understanding patterns of thinking that are reflected in peoples’ responses and behavior.
The aim of this article is to look at the type of changes that TOC brings into organizations through the prism of understanding and interpreting peoples’ behavior. The purpose is to build change-related messages so as to adjust them to the specific communication patterns of the people we need to win and involve in the change.
As the basis for communication patterns, this article uses the Language and Behaviour (LAB) Profile (1986) by Rodger Bailey[1], and practical recommendations of how to apply the LAB Profile for building a persuasive message as presented by Shelle Rose Charvet (1997)[2]. I learned the approach from Shelle Charvet in a series of training sessions in 1997-1998, and I have been using it since then. I find the techniques very helpful and enabling, easeing the process of communication through matching the language of responses to the communication patterns of counter partners.
Two types of change
This part of the article looks into the differences between the desired change and one imposed from the outside, as well as the differences between people’s attitudes and behaviour relative to the type of change they are facing. What I am presenting is, to a great extent, a reflection of my personal experience and observations. I have seen how people handle major change and themselves as the change is happening around them.
I come from a very small country of 1.4 million people that went through a drastic change from being a part of the former Soviet Union to eventually becoming a member of the European Union. (Just recently, it also moved monetarily over to Euro). I believe I can understand what a major change means, and what it involves.
From the point of view of people’s attitudes and behaviour, we can distinguish between two types of change:
- the change that people seek themselves, or “dream about”, or work towards getting, and
- the change that is imposed from outside and people have to do something about it.
The key difference is in the perception and expectation of a person regarding the outcome that the change will bring for them personally – benefits or negative outcomes.
When we look at the first type – the change that people seek themselves, there are two main states in which people find themselves:
- “I do not want any longer what I have now”, and
- “I want THAT (something specific).”
When it is the “I do not want any longer” state, very often a person has no clear understanding of what it is that s/he wants. Usually, it is just a realization of being dissatisfied with the current state of things, and a wish to change it. However, the person does not know, or is indecisive of, what to change to. In other words, a person seeks change, but has no clear vision of the direction in which to go. There is no clear and well-formed vision of the desired change’s outcome and no understanding of how to achieve it.
It seems easier for a person in the “I want THAT” state, as there is a vision or understanding of what it is a person wants. There are people who intuitively know, or have been trained in how to determine, the desired outcome, to set the goals to achieve it, and have the mechanism to assess whether they are moving in the right direction. If they are not, they know what corrective actions they should take.
However, we should not forget that the ‘THAT’ is only perception. If the hopes are too high and the reality turns out to be different, it may result in disappointment, frustration and the bitterness of being disillusioned.
So, even handling the change that people want themselves is not that straightforward.
Dealing with the change that is imposed from outside is truly challenging.
People are naturally cautious about the change that was not initiated or desired by them – about what it will bring. They need time to think about it and decide whether they like it or not. Often the immediate concern would be that the change planned by someone else will bring disturbance to the person’s everyday life – routine, work, daily activities – and will result in additional load. As a rule this concern is justified because any change demands an effort.
With the imposed change, there are different change-related conditions:
a. A person has no influence over the decision to make the change, and no choice of not accepting it without physically moving themselves out of the changed environment. However, this would often be impossible or too big a move to undertake only because they dislike the situation. In this case, people learn to behave in line with the change.
A simple example of that would be what I was observing at the beginning of year 2011 when my country was going over from the national currency to Euro. Regardless of whether an individual was enthusiastic or unhappy about it, or how much effort had to be put into learning the new currency, understanding the new prices, etc, people had to accept the change and learn how to handle it in order to keep operating in the society.
b. People can ignore the change – both at the stage when the system is just considering the change, as well as after the decision about the change implementation is made. When saying “people can ignore”, I mean that the system does not have the control mechanism to ensure the change implementation, or is not employing it. If this is the case, the sequence of events and efforts that the system’s owners or managers pursue does not matter, (whether they first promote the change and then make the official decision about its implementation, or the other way around). Any change requires an effort. If people do not want it, and can refrain from making the effort that they see as imposed on them, then this is what is most likely going to happen. What we often see then is a few enthusiasts personally excited about the change and pushing for it, and the majority who are trying to avoid the disturbance and extra effort that they associate with the imposed change.
If there is a lack of proper communication about the details of the change on the side of management, it strengthens in people the feeling of not being in control, and reinforces their concerns. The change becomes even more unwelcome.
Management communication deficiency, however, is not caused by disregarding those who will implement the change and live it. After all, managers bring change with the view of improving their systems. One way or another, the change will translate into benefits for those who operate in the system. At least, this is an expectation.
The reasons for difficulties with change communication are various. Often leaders want just a “big picture”, what they believe the organization will get as the result of change implementation. If the solution is credible and proven, or if it fits their vision and belief in the potential of their system, they do not feel they need the persuasion of the details, the exact content of the change, and the HOW. They may overlook the importance of these to people in the system. Some leaders are by nature quick, proactive and entrepreneurial. They see that as their strength and have the experience of getting things done through the approach of “Just do it, we will sort it out when we get there”. Some do not feel there is a need to tell their people all the details, and certainly not the risks, to avoid creating a feeling of complexity and discouragement.
Many times they simply do not know how to communicate the planned change so as to get the support and enthusiasm of the troops.
Throughout this article I will be sharing with you what knowledge, concepts and techniques regarding communication and motivation I find to be useful in the process of change management.
Our actions and words are for a purpose
I believe the cornerstone of successful communication is the ability to realize that whatever we do or say is for a purpose. In other words, through communicating or acting we are trying to achieve something, whether we are conscious of it or not.
Quite often people confuse the purpose and the need. Don’t we undertake an action with the purpose of satisfying a need? It looks like a circle. For communication, however, it is important to understand the difference. The need is the cause. Actions/words are the effect. We expect them to bring about the desired outcome which is a lot more concrete and tangible than the generic need it manifests. Words and actions are nothing more than the means to get what we want.
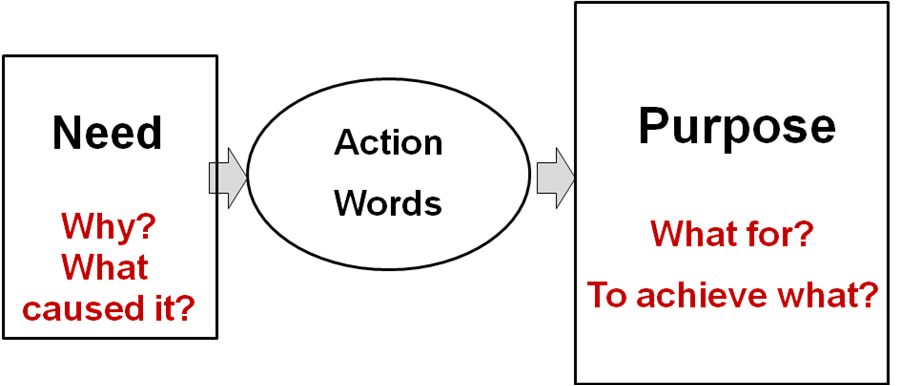
Figure 1: The interrelation between the Need, the Action/Words and the Purpose
When actions/words are directed towards us, we want to understand what the person is trying to make us do? In other words, consciously or subconsciously, we are trying to understand the purpose of what was said or done to us.
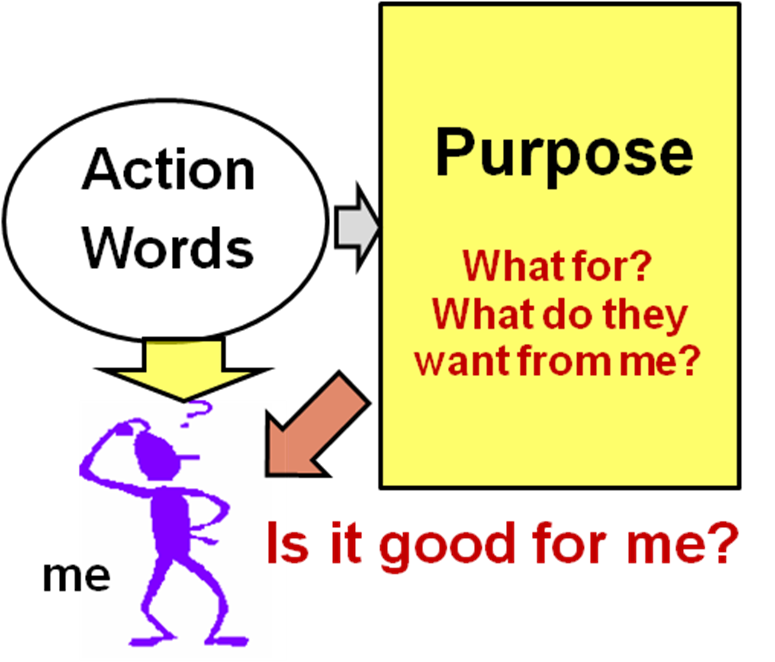
Figure 2: Checking whether what was said or done to us is good for us
It is surprising how often people have no conscious understanding about the purpose of what they themselves have said or done. Did it ever happen to you that you asked someone “Why did you do/say that?” and got a sincere response “I do not know”?
Related to that, there are some important questions to think about:
- Do we always realize that, because we live in a society, whatever we say or do is actually directed to other people as a request/instruction for their action?
- Do we always check that the other party will perceive our request/instruction as good and beneficial for them?
- Do we ourselves check that our request/instruction will be good and beneficial for them?
- Do we do our homework to help them see that it will be good and beneficial?
These questions are important because if people do not see our request/instruction as good and beneficial for them, we have a very little chance of getting what we want.
Communication and motivation
A generic and well accepted model of the motivation process looks like this:

Figure 3: The generic model of the motivation process
When we consider implementing a change – we want to understand all three elements of the process of motivation:
- What are the needs that motivate people to take actions in different contexts? Especially, what are these needs in the context of the proposed change?
- What is the resulting behaviour triggered by the need?
- Achieving what goal/objective/purpose will satisfy their need?
Let’s return to the question that we asked earlier: Do we always realize that, because we live in a society, whatever we say is actually directed to other people as a request/instruction for their action?
In change implementation, when we communicate with the people who will become a part of the change and will contribute their efforts to making it happen, we want our words to be a motivator for their behaviour – to trigger their need for action to achieve the desired objective.
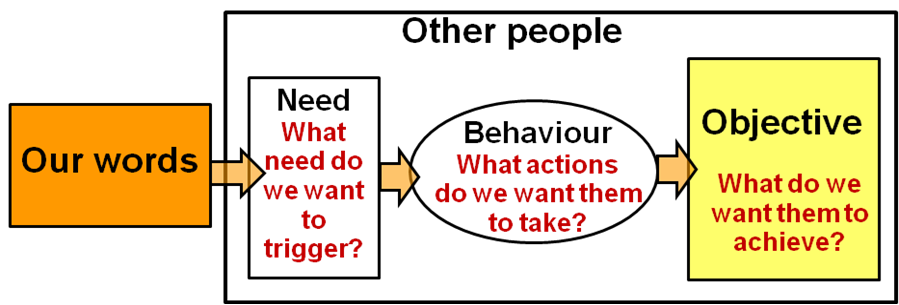
Figure 4: Our words as a motivator for other people’s behaviour
I would like to quote here J. O’Conner and J. Seymour:
‘Communication is a loop, what you do influences the other person, and what they do influences you; it cannot be otherwise. You can take responsibility for your part of the loop. You already influence others, the only choice is whether to be conscious or unconscious of the effects you create.’[3]
I find the statement about each person’s responsibility for their part of the communication loop very meaningful. Responsibility requires a measured and thoughtful approach, understanding of consequences, accountability and integrity. Whatever we do or say should be congruent with our values and should not be at the cost of other people. This fully corresponds to the third basic assumption of TOC that establishes Respect as a principle and the way of handling people, and states that there is no resistance to improvement. If people do not embrace change, it means we have not brought them to see the win for themselves.
The outcome of the communication is the responsibility of the party sending the message. To ensure that the message will go through in the best possible way, the sending party has to be aware of different thinking and behavioral patterns that people produce in the communication process.
With the purpose of better understanding thinking patterns that people demonstrate in the course of communication, this article will look at three of the six Motivation Traits of Bailey’s LAB Profile – Direction, Source, and Reason. The whole LAB Profile concept is comprised of six Motivation Traits and eight Working Traits[4].
Toward versus Away from
The LAB Profile states that a person is triggered into action by an urge to gain a desirable outcome or to avoid an anticipated problem. Based on that, it suggests two motivation directions: Toward and Away From.
From the point of view of the motivation process, it makes no difference whether the objective is perceived as gaining a desirable outcome or avoiding an anticipated problem. It is the motivation of the behaviour that makes the difference: gaining versus avoiding.
Bailey suggests that people with different motivation directions will have different patterns of sentence structure and lexical means that they use in the context of discussing an outcome that they want, or are supposed, to achieve. I believe most of us can substantiate from personal experience.
The table below shows how to recognize the motivation direction from what people say, as well as what language to use to meet the identified pattern.
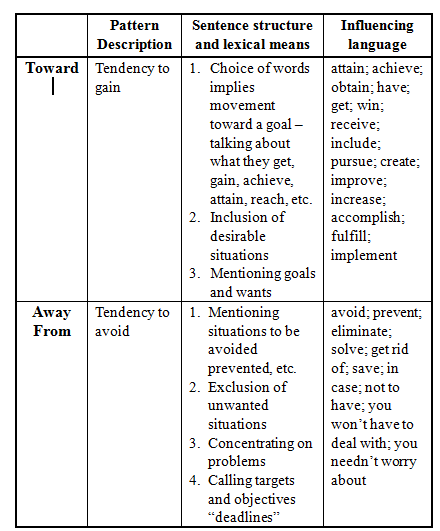
The Toward/Away From approach is useful in understanding individuals’ Dilemma Clouds that present on one side, in D, a forced action, and on the other side, in D’, the preferred action.
Whenever we are faced with a forced action – if we consider taking it, it means that we are trying to avoid some unpleasant consequences resulting from not doing this action. On the other side, our preferred action is desired because through it we are trying to gain something. Therefore, we can conclude that in a Dilemma Cloud the need in B reflects Away From motivation direction. While the need in C, that causes us to want the action in D’, is Toward.
Knowing about the different direction of the needs B and C in the Dilemma Cloud may explain why the beginners often want to have a negative wording of the need in B (“Not …”). They say that they feel that needs B and C are somehow conflicting. It is not a conflict; rather it is just a different direction, Toward versus Away From.
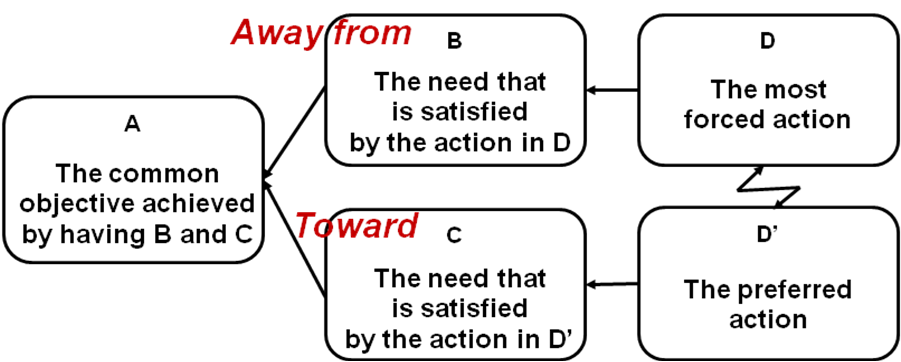
Figure 5: Toward and Away From patterns as reflected in the Dilemma Cloud
Let’s look at a typical example of a Dilemma Cloud.
In one of the training sessions in TOC Management Tools, a Managing Director of a project company presented his problem. The company undertook a project for a client. The Project Manager suggested an innovative way to run the project, and was supported by the MD who had been actively bringing new managerial approaches into the company. In the course of the project one of the leading resources disagreed with the PM on some of the activities and wrote an email with her views, copying her Department Director. The Department Director took the resource’s side. The disagreement brought the project to a halt. The MD needed to decide what to do. Below is his cloud.
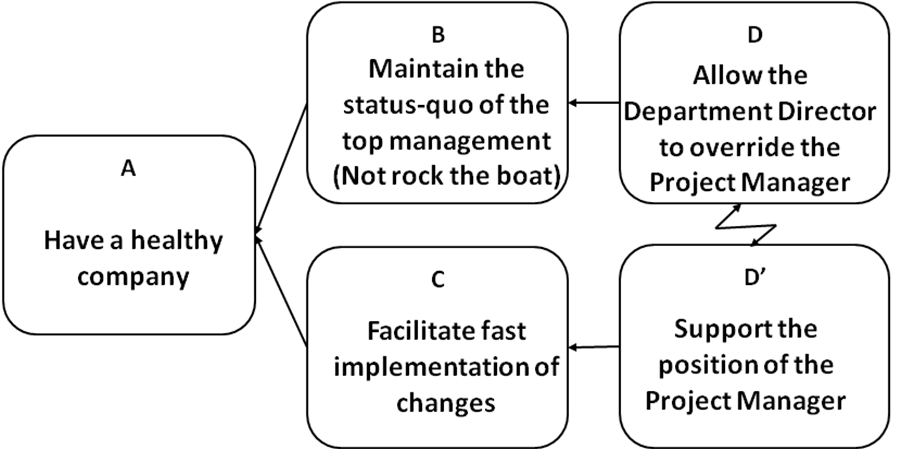
Figure 6: An example of the Dilemma Cloud
We see that the forced action (D) is ‘Allow the Department Director to override the Project Manager’. The need B that D is meant to satisfy is ‘Maintain the status-quo of the top management’. The MD clarified that he felt he was forced to support the Department Manager who was older, had been working in the company longer than the MD, and had support of some of the top managers. The MD said he could not afford rocking the boat. The need B is clearly Away From. At the same time the MD was putting in a lot of effort to bring improvements into the company. Implementing changes was what he wanted to achieve. The need C is Toward.
What is the practical value of this understanding? Most important, it gives us a deeper insight into what is embedded in the cloud, and what drives the actions. This helps in surfacing assumptions, hence increasing the chance of finding the injection(s) that will break the cloud.
The Toward/Away From concept is also relevant for better understanding of a Negative Branch Reservation (NBR). While our motivation to do an Injection can be either of the Toward position (to achieve something) or the Away From position (to avoid something), the NBR is clearly Away From. We build the NBR to logically prove the likelihood of what we want to avoid, and look for the supporting Injection not to have the possible negative outcome.
Let’s move on to the next pair of patterns.
Internal versus External
Internal and External is another pair of LAB Profile patterns. They constitute the Source category that distinguishes between the internal and external source of opinion, judgment, and decision making[5].
Internal people act as agents over their environments. They rely on their internal knowledge, skills and actions to produce desired outcomes. They make decisions based on internal evaluations.
External people require outside direction, other people’s opinions, and feedback from external sources. They see themselves as objects, and their behaviour is essentially determined by outside factors.
To help recognize the pattern, the LAB Profile approach suggests asking a person ‘How do you know that you have done a good job at . . . [whatever is relevant for the conversation subject]?’
External people will refer to appraisal from their bosses or clients, or to the targets and measurements they met.
Internal people mostly refer to their own feelings: ‘I know’, ‘I was satisfied’, ‘it felt good’, ‘I liked it’.
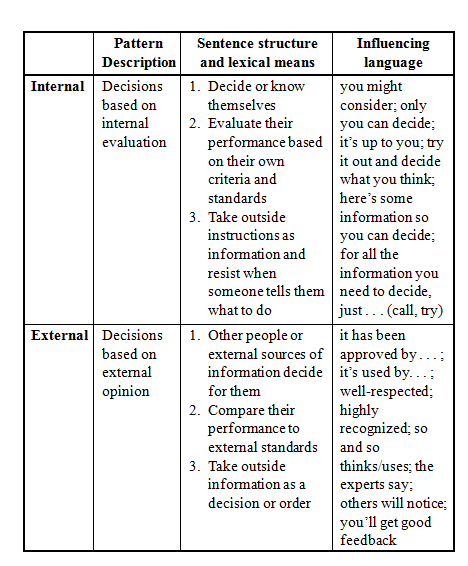
It would be reasonable to suggest that in change implementation Internal people present more challenge for the leader. However when, through their internal process of judgment and evaluation, Internals make the conclusion that the proposed change is good, they become its active and sincere supporters. They feel that have true ownership of the new direction.
Six layers of TOC to describe resistance or disagreeing on the change[6] are relevant here.
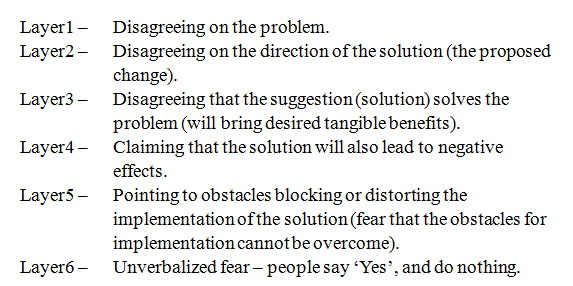
Until we come to Layer 6, people are communicating to us through sharing their concerns, reservations and fears. When we hear their reservations we can “pin” them to a specific layer, and we have TOC tools to deal with them. It is a generally accepted view that if we face Layer 6, when people stop communicating to us, we have missed something in the process of overcoming Layers 1-5.
I suggest looking at the process from the point of view of Internal/External.
I believe that the majority of voiced reservations come from the Internal people. For Internals, what they hear is nothing more than information which they assess, and then draw their own opinion and conclusions. If they disagree or have a reservation, it is natural for them to raise it since they have a tendency to look at themselves as agents influencing their own environment. That’s why they talk to us and share their concerns – with the intention to sort them out. So, we have the “material” to work on.
External people, however, tend to rely on an external source and take the outside information as the instruction or order. With that view, they are more likely not to see much sense in raising their objections, even if they disagree. So, I believe that when we run into Layer 6, in many cases it is not because we have overlooked something in the previous layers. It is that we simply did not have a chance to address these layers, as we may have never been given a signal from an External person that a disagreement existed.
This does not mean that saying ‘Yes’ (or saying nothing) and doing nothing is not experienced with Internal people. When Internals realize that they are not listened to, or their reservations are overruled, they will just decide that they are not interested and withdraw. It is also important to note that when management does not hear ‘No’, the assumption usually is that it means ‘Yes’. Very often, this is not the case. What we see is a person who did not disagree, but is doing nothing of what was expected. Can we really call it Layer 6?
Options versus Procedures
The two patterns in this category, Options and Procedures, reveal the reasoning process model: looking for options or following established procedures.
The question ‘Why did you choose your . . . [job, project, company, etc., whatever is the subject of the conversation]?’ helps determine the pattern.
Options people hear the question WHY and list criteria of their choice or speak about opportunities and possibilities.
Procedures people delete the word WHY and substitute HOW for it, perceiving the question as ‘How did it happen?’ and answerng with a sequence of events.
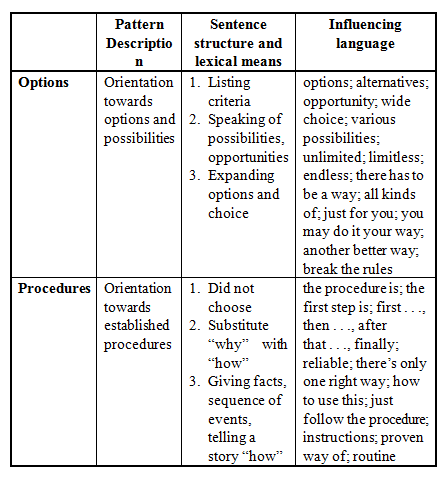
Options people are good at identifying possibilities and creating opportunities. They are inventive and excited by options, and may become easily bored by the routine. Procedures people like clear sequence and distinct guidelines. It makes sense to have a combination of Options and Procedures people in a team that will be developing new procedures for the change implementation. Options people will be instrumental in exploring various possibilities that the procedures should cover, i.e. specific cases, while Procedures people will look after the proper sequence of the procedural steps and detailed instructions.
Relevance for implementing the TOC change
Let’s see how the knowledge about language and behaviour patterns is relevant for implementing the TOC change.
When people evaluate the proposed change, they express their opinion about it, including their fears, reservations and suggestions. The language that they use reveals their needs and their thinking patterns in the context of the change implementation. If we know how to listen, we will be able to recognize these needs and respond to them, both through our actions and the tailored language of the message.
However, while communicating about the change, we often speak not to one single person but to a group of people. We can expect that different people in the same group will have various patterns for information processing and decision making.
How can we make sure that everyone will hear the message, regardless of the difference in their patterns?
We should combine the words and phrases that will address most of the patterns. With that, people will hear what suits them and filter out what does not.
However, before planning persuasive messages about change implementation, we should be clear on what it is that we need to communicate.
Planning the change
Preparing for the TOC implementation, we proceed from the understanding of the main elements that need to be considered for any system change:
- the notions of the Target performance level and the Gap that prevent us from achieving this target level;
- the three blocks of any system – the parts that should be stopped or replaced, the new parts that should be introduced, and the parts that should stay as they are.
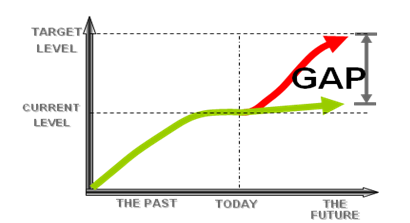
Figure 7: The target level and the Gap
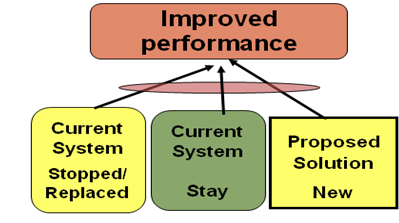
Figure 8: The three blocks of a system
When planning the change, clear communication is required with those involved regarding:
- The target performance we want to achieve, and the benefits everyone will receive as the result of the change;
- The Gap that exists between the current level of performance and the target level;
- Which parts of the system are responsible for the Gap, and thus are “erroneous” and need to be replaced;
- What are the new parts (the solution elements) that must be introduced to replace the erroneous parts to close the Gap, and to reach the target level of performance;
- What are the new procedures to introduce the solution and to ensure daily operation of the injections;
- Understanding that all the other parts of the system stay as they are as we look for the maximum effect with the minimum needed changes.
Guidelines for building persuasive messages
Let’s look at each one of the six messages that we need to communicate about the change from the point of view of the three pairs of communication patterns:
- Motivation direction – Toward/Away From
- Motivation source – Internal/External
- Reasoning process – Options/Procedures
The suggested content and form of the message, even though addressing both patterns of every pair, does not seem repetitive. It is because each time we will be looking at the same issue from two different perspectives. In any case, every person reflects both sides of each pattern category, only to a different extent.
1. How to communicate about the target performance we want to achieve and the benefits everyone will receive as the result of the change:
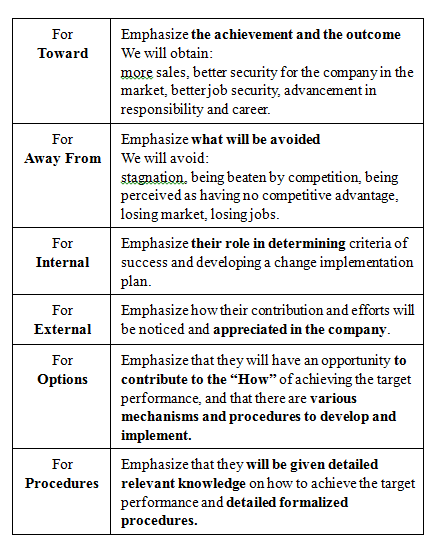
2. How to communicate about the Gap that exists between the current level of performance and the target level:
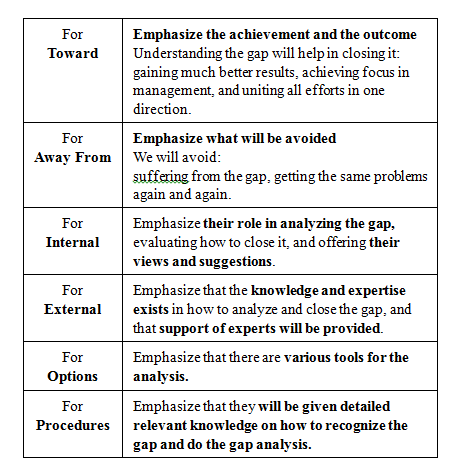
3. How to communicate which parts of the system are responsible for the Gap, and thus are “erroneous” and need to be replaced:
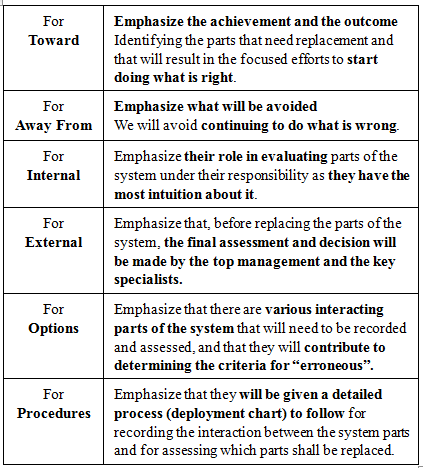
4. How to communicate the new parts (the solution elements) that must be introduced in order to replace the erroneous parts, close the Gap, and reach the target level of performance:
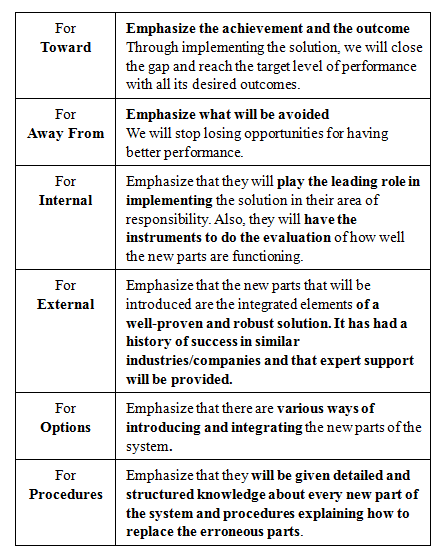
5. How to communicate about the new procedures that will introduce the solution and ensure daily operation of the injections:
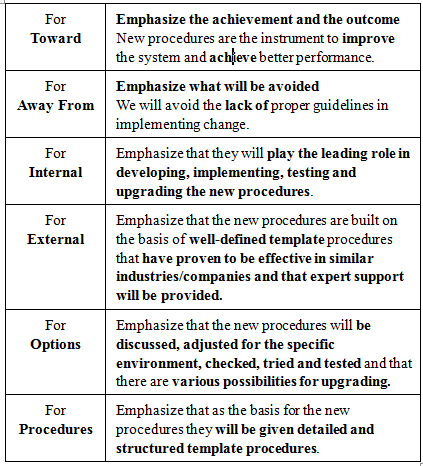
6. How to communicate that all the other parts of the system shall stay as they are as we look for the maximum effect with the minimum needed changes:
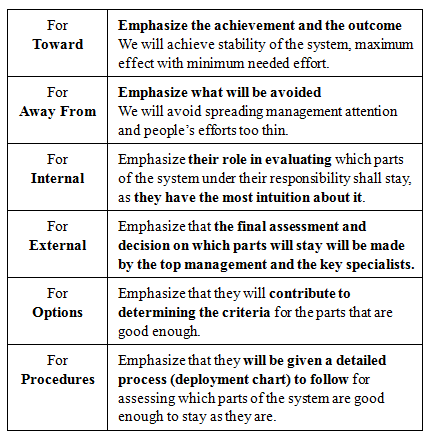
In the course of a TOC implementation, a TOC leader should also transfer the relevant knowledge about the TOC solution, terminology and tools to the team and resources. There is a need to establish common concepts and common language and ensure that people understand what is meant by the major TOC terms. It will be necessary that they accept and use this terminology on the everyday basis.
Part 2 of the article is presented in Chapter 4.
The continuation of the article looks into:
- Using the communication patterns discussed in Part 1 for communicating the major TOC logical tools: the U-Shape, the Cloud, the Negative Branch Reservation (NBR), the Injection;
- Major stages of the change implementation process
- How to persuade the relevant people to go for change
[1] Rodger Bailey’s LAB Profile examines the particular ways in which individuals act, think and speak and constitutes a classification of language and behaviour patterns grouped in 6 Motivation Traits and 8 Working Traits.
[2] Shelle Rose Charvet, Words That Change Minds, Iowa: Kendall/Hunt Publishing Company, 1997.
[3] Joseph O’Connor and John Seymour, Introducing Neuro-Linguistic Programming: The New Psychology of Personal Excellence, Aquarian Press, 1990
[4] Authors’ remark: The other three categories in Motivation Traits are: Level of activity; Criteria; and Decision factors. The full description of the categories is presented in Charvet’s book Words That Change Minds.
[5] Author’s remark: The meaning of The LAB Profile Internal/External patterns is quite close to that of the internal/external locus of control by Julian Rotter.
[6] Goldratt’s Satellite Program, Session 6 – Sales, 1999
This article was first published in the Goldratt Schools book Leading People Through Change, 2011, published by TOC Strategic Solutions
All materials available on the TOCPA site are the intellectual property of their authors and cannot be reproduced in any other media and used for any purposes without the prior permission in writing of the authors.
Comments to the article are below the Table of Contents
11. Aligning People with Managing Production Flow (Ryoma Shiratsuchi)
10. Article on Viable Vision (Gerald Kendall)
9. Using Agile Techniques in Critical Chain Project Management (John Muncaster)
8. Building Consensus with Stakeholders (Keita Asaine)
7. Applying manufacturing flow theory to construction management (Stratton, Koskela, AlSehaimi and Koskenvesa)